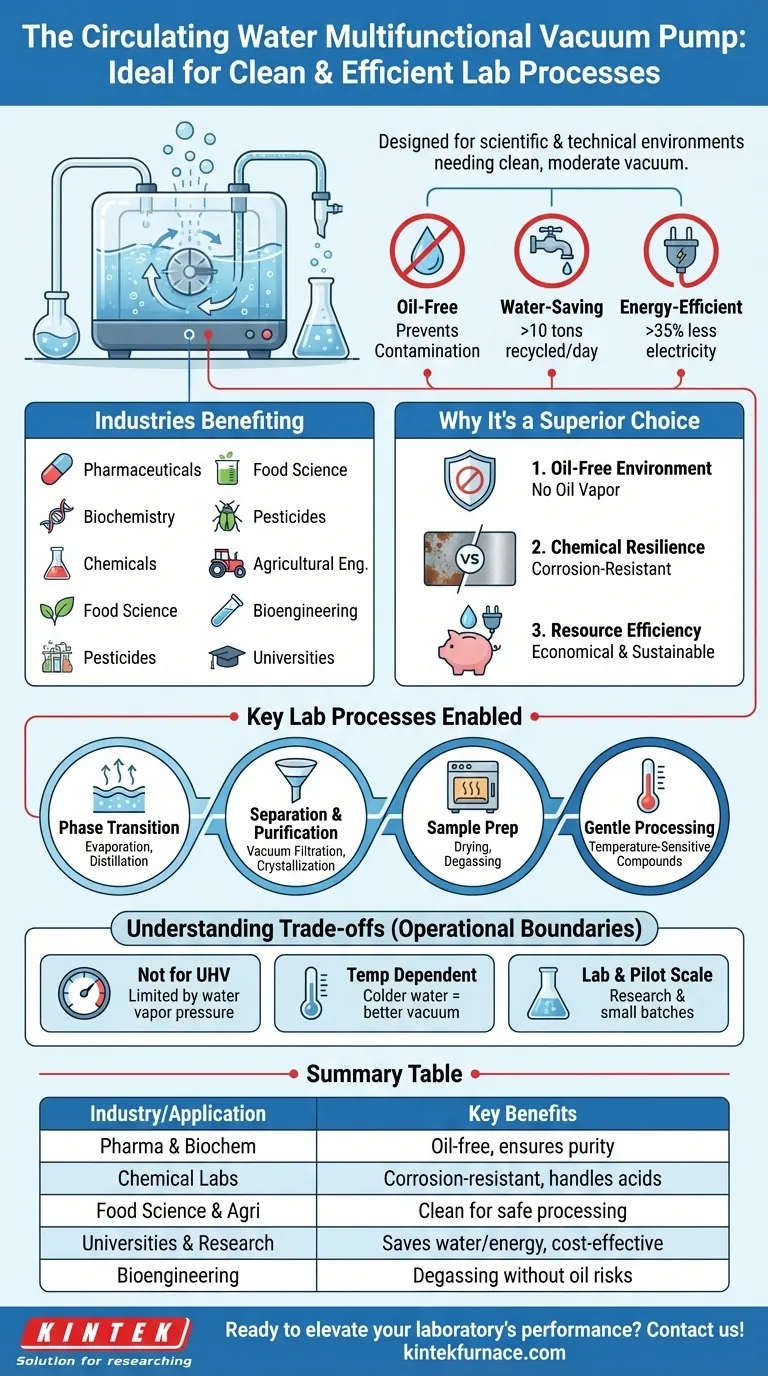
En esencia, la bomba de vacío multifuncional de agua circulante está diseñada para entornos científicos y técnicos donde un vacío limpio y moderado es esencial. Es particularmente beneficiosa para laboratorios universitarios y para industrias como la farmacéutica, la bioquímica, la química, la ciencia de los alimentos, los pesticidas, la ingeniería agrícola y la bioingeniería.
El valor principal de esta bomba no radica solo en crear un vacío, sino en hacerlo sin contaminación por aceite mientras se conservan cantidades significativas de agua y energía. Esta combinación única la hace indispensable para procesos de laboratorio y producción a pequeña escala donde la pureza y la eficiencia operativa son primordiales.

Por qué estas industrias dependen del vacío basado en agua
La idoneidad de esta bomba se extiende más allá de una simple lista de industrias. Son los principios subyacentes de su funcionamiento los que la convierten en una opción superior para contextos científicos e investigativos específicos.
La necesidad crítica de un entorno sin aceite
Muchas aplicaciones, especialmente en biología y farmacia, no pueden tolerar ni siquiera rastros de contaminación por aceite.
Una bomba de vacío basada en aceite corre el riesgo de introducir vapor de aceite nuevamente en el sistema, lo que puede arruinar muestras sensibles, sesgar los resultados experimentales o contaminar un producto final.
La bomba de agua circulante utiliza agua como medio de sellado y bombeo, eliminando por completo este riesgo y garantizando un vacío limpio.
Resistencia a la corrosión química
Los laboratorios de química trabajan frecuentemente con ácidos volátiles, álcalis y disolventes orgánicos.
Los vapores de estas sustancias pueden degradar rápidamente los componentes y el aceite de una bomba de vacío tradicional, lo que provoca un mantenimiento frecuente y fallos prematuros.
Estas bombas están construidas específicamente con materiales resistentes a la corrosión, lo que las convierte en un caballo de batalla duradero y fiable para procesos como la destilación y filtración de productos químicos agresivos.
Eficiencia en entornos con recursos limitados
Las universidades y los institutos de investigación a menudo operan con presupuestos ajustados y una presión creciente por prácticas sostenibles.
En comparación con un sistema que utiliza agua del grifo directamente, una bomba circulante puede ahorrar más de 10 toneladas de agua en un solo día al reciclar su suministro interno. También consume más del 35% menos de electricidad que muchos otros tipos de bombas.
Este doble ahorro en agua y electricidad la convierte en una opción altamente económica y ambientalmente responsable para cualquier laboratorio.
Procesos clave de laboratorio y producción habilitados
Esta bomba proporciona la presión negativa necesaria para una variedad de procedimientos científicos fundamentales. Comprender estas aplicaciones revela su verdadera utilidad.
Procesos de transición de fase
Procesos como la evaporación, destilación y sublimación dependen de la reducción de la presión en un recipiente.
Reducir la presión ambiente disminuye el punto de ebullición de los líquidos, lo que permite una separación o purificación suave y rápida de compuestos sensibles a la temperatura sin degradación térmica.
Separación y purificación
La filtración al vacío y la cristalización son técnicas fundamentales en química y biología.
Aplicar un vacío acelera drásticamente el proceso de hacer pasar un líquido a través de un medio filtrante, separando un precipitado sólido de su licor madre de manera mucho más eficiente que solo por gravedad.
Preparación de muestras
Antes del análisis o uso posterior, las muestras a menudo deben estar completamente secas o libres de gases disueltos.
Se utiliza un vacío para el secado para eliminar disolventes residuales a bajas temperaturas. También se utiliza para la desgasificación de líquidos para evitar la formación de burbujas que puedan interferir con los instrumentos analíticos o las reacciones posteriores.
Entendiendo las compensaciones
Aunque es muy eficaz, la bomba de vacío de agua circulante no es una solución universal. La objetividad requiere reconocer sus límites operativos.
No diseñada para vacío ultra alto
El nivel de vacío máximo que puede alcanzar esta bomba está limitado por la presión de vapor del agua en su depósito. Esto la hace perfecta para las necesidades de vacío "bajo" o "medio" de la mayoría de los procedimientos de laboratorio, pero inadecuada para aplicaciones que requieren vacío ultra alto (UHV), como la ciencia de superficies o los aceleradores de partículas.
El rendimiento depende de la temperatura del agua
Dado que el nivel de vacío está ligado a la presión de vapor del agua, el rendimiento se ve afectado por la temperatura del agua. El agua más fría producirá un vacío más profundo y estable.
En escenarios de uso continuo e intensivo, el agua en el depósito puede calentarse, reduciendo ligeramente el vacío máximo alcanzable. Para la mayoría de las aplicaciones estándar, este efecto es insignificante.
Mejor adaptada para escala de laboratorio y piloto
El diseño prioriza la flexibilidad, la limpieza y la facilidad de uso en un entorno de laboratorio o de producción a pequeña escala.
Estas bombas no están destinadas a operaciones de fabricación industrial grandes y pesadas que requieren caudales de vacío masivos y continuos. Su fortaleza reside en su adaptabilidad para la investigación, ensayos pequeños y procesos por lotes.
Tomar la decisión correcta para su aplicación
Para determinar si esta bomba es la herramienta correcta, considere su objetivo principal.
- Si su enfoque principal es la pureza de la muestra y evitar la contaminación: El diseño sin aceite de la bomba es su característica más importante, lo que la hace ideal para aplicaciones bioquímicas, farmacéuticas y de ciencia de los alimentos.
- Si su enfoque principal es el costo operativo y la sostenibilidad: Su importante ahorro de agua y energía ofrece un retorno de la inversión claro y rápido, especialmente para laboratorios académicos o instalaciones en regiones con escasez de agua.
- Si su enfoque principal es la versatilidad en un laboratorio de química: Su robusta resistencia a ácidos y disolventes, combinada con su movilidad, la convierte en un caballo de batalla flexible para una amplia gama de tareas de síntesis y purificación.
En última instancia, esta bomba permite un trabajo científico preciso al proporcionar un vacío fiable que es limpio, eficiente y rentable.
Tabla de resumen:
| Industria/Aplicación | Beneficios clave |
|---|---|
| Farmacéutica y Bioquímica | El funcionamiento sin aceite previene la contaminación, garantiza la pureza de la muestra |
| Laboratorios de Química | Resistente a la corrosión, maneja ácidos y disolventes para destilación y filtración |
| Ciencia de los Alimentos y Agricultura | Vacío limpio para un procesamiento seguro, ideal para materiales sensibles |
| Universidades e Investigación | Ahorra agua y energía, rentable y sostenible para presupuestos ajustados |
| Bioingeniería | Soporta la desgasificación y el secado sin riesgos de aceite, mantiene la integridad experimental |
¿Listo para elevar el rendimiento de su laboratorio con una solución de vacío limpia y eficiente? En KINTEK, aprovechamos una I+D excepcional y una fabricación interna para ofrecer soluciones avanzadas de hornos de alta temperatura, incluidos hornos de mufla, de tubo, rotatorios, hornos de vacío y con atmósfera, y sistemas CVD/PECVD. Nuestra sólida capacidad de personalización profunda garantiza que podemos satisfacer con precisión sus requisitos experimentales únicos. Ya sea que trabaje en productos farmacéuticos, bioquímica o investigación química, nuestros productos ofrecen pureza, durabilidad y sostenibilidad. Contáctenos hoy para analizar cómo podemos apoyar sus necesidades específicas e impulsar sus innovaciones.
Guía Visual
Productos relacionados
- Brida de Ultra Alto Vacío Tapón de Aviación Vidrio Sinterizado Conector Circular Hermético para KF ISO CF
- Fuelles de vacío de alto rendimiento para una conexión eficaz y un vacío estable en los sistemas
- Brida CF KF Conjunto de sellado de paso de electrodos de vacío para sistemas de vacío
La gente también pregunta
- ¿Por qué se utiliza un autoclave de acero inoxidable revestido de PTFE para la síntesis de Ni12P5? Beneficios clave para la producción de nanomateriales
- ¿Qué papel desempeñan las ampolletas de sílice de alta pureza selladas al vacío en los experimentos de equilibrio de fases? Mejora de la integridad de la muestra
- ¿Por qué es necesario un autoclave de acero inoxidable con revestimiento de teflón para BiVO4? Garantice la pureza y el alto rendimiento
- ¿Por qué se requiere un sistema de vacío ultra alto (UHV) para In2Se3? Logrando claridad ferroeléctrica a nivel atómico
- ¿Qué papel juega una autoclave de acero inoxidable revestida de teflón en la síntesis hidrotermal de catalizadores PtLaOx@S-1?


