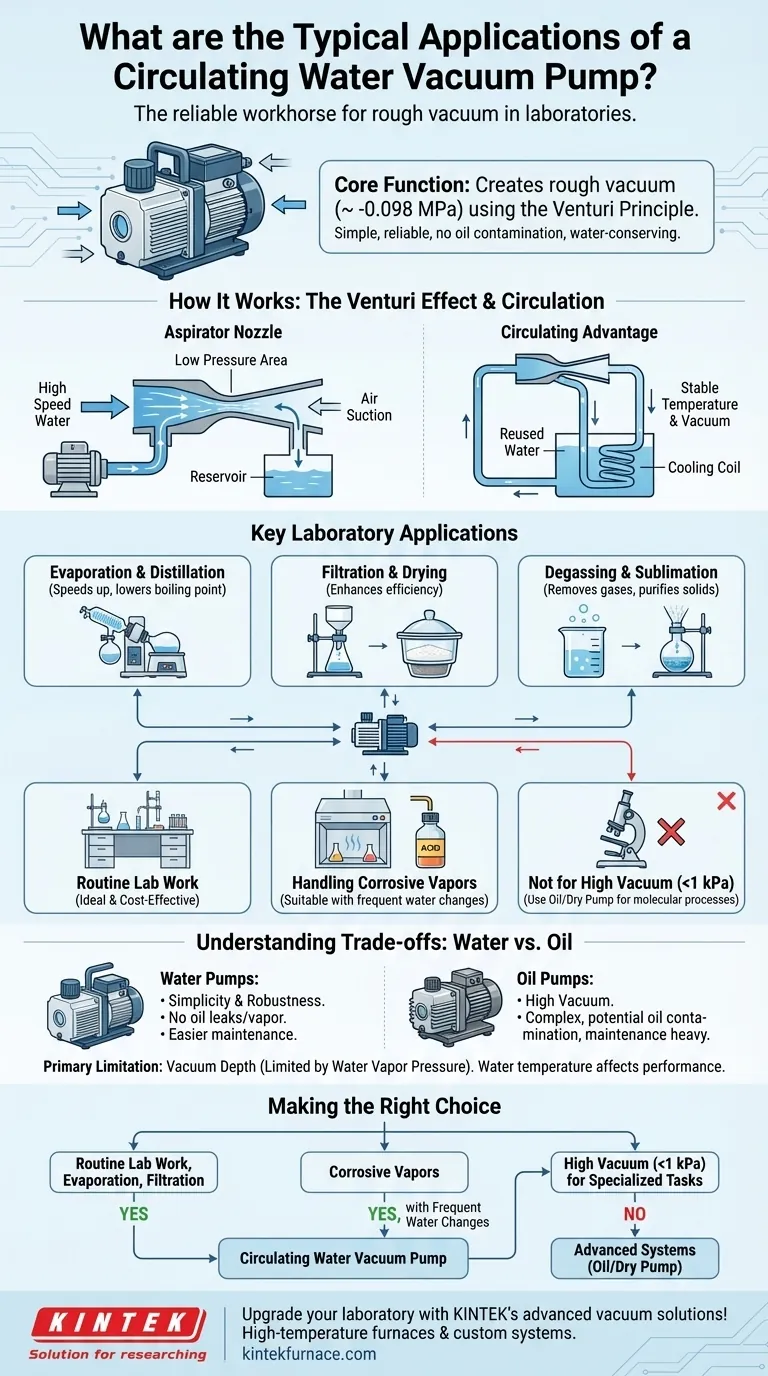
En esencia, una bomba de vacío de agua circulante es una herramienta fundamental para generar vacío preliminar en entornos de laboratorio y de pequeña escala industrial. Sus aplicaciones principales incluyen procesos que se benefician de una presión atmosférica reducida, como la evaporación, destilación, cristalización, secado, sublimación, filtración al vacío y desgasificación. Estas bombas son elementos básicos en laboratorios universitarios, de investigación e industriales en campos como la química, la farmacia y la biología.
El verdadero valor de una bomba de vacío de agua circulante no reside en su potencia, sino en su simplicidad y fiabilidad. Proporciona un vacío suficiente y de bajo costo para innumerables procedimientos comunes de laboratorio sin el costo, el riesgo de contaminación y las exigencias de mantenimiento de las bombas a base de aceite.

La función principal: cómo crea un vacío
Una bomba de vacío de agua circulante no utiliza pistones o scroll mecánicos complejos. En su lugar, se basa en un principio físico simple y elegante para crear presión negativa.
Cómo funciona: el principio de Venturi
El corazón de la bomba es un aspirador, que funciona según el efecto Venturi. El agua de un depósito se bombea a alta velocidad a través de una boquilla constreñida. A medida que el agua se acelera a través de este espacio estrecho, su presión disminuye drásticamente.
Esta zona de baja presión crea una fuerza de succión que aspira aire y otros gases del aparato conectado (por ejemplo, un matraz de destilación o un embudo de filtración). El aire es arrastrado por la corriente de agua y se evacua.
La ventaja "circulante"
A diferencia de un aspirador simple de agua del grifo que vierte agua por el desagüe, una bomba circulante reutiliza la misma agua de un tanque integrado.
Este diseño conserva miles de litros de agua, proporciona un nivel de vacío más estable a medida que la temperatura del agua se estabiliza y ayuda a contener cualquier vapor soluble que pueda extraerse del proceso químico.
Aplicaciones clave de laboratorio en detalle
El "vacío preliminar" (típicamente alrededor de -0.098 MPa o 2 kPa) creado por estas bombas es ideal para acelerar muchos procesos fundamentales de laboratorio.
Aceleración de la evaporación y destilación
Al reducir la presión dentro de un recipiente como un evaporador rotatorio, se reduce el punto de ebullición de los solventes. Esto permite una eliminación suave y rápida de los solventes sin tener que aplicar un calor excesivo, potencialmente dañino, a la muestra.
Mejora de la filtración y el secado
Para la filtración al vacío con un embudo Büchner, la bomba extrae rápidamente el líquido (filtrado) a través del papel de filtro, dejando el sólido. Esto es significativamente más rápido y eficiente que depender únicamente de la gravedad. De manera similar, al secar una muestra en un desecador al vacío, la bomba elimina el aire y los vapores de solvente, acelerando el proceso de secado.
Desgasificación y sublimación
Un vacío es altamente efectivo para eliminar gases disueltos de líquidos (desgasificación), un paso crítico en la preparación de solventes para reacciones sensibles o técnicas analíticas como HPLC. También permite la sublimación, una técnica de purificación donde un sólido se convierte directamente en gas bajo vacío y luego se redeposita como un sólido puro en una superficie fría.
Comprensión de las ventajas y desventajas: bombas de agua frente a bombas de aceite
La elección de una fuente de vacío depende completamente del objetivo de su experimento. Una bomba de agua no es una solución universal, y comprender su lugar en relación con otros tipos de bombas es fundamental.
El caso de las bombas de agua: simplicidad y robustez
En comparación con las bombas de paletas rotativas selladas con aceite, las bombas de agua son mucho más simples. Tienen menos piezas móviles, no son propensas a fugas de aceite desordenadas y no presentan riesgo de que el vapor de aceite contamine su experimento. También son generalmente más económicas, fáciles de limpiar y pueden manejar vapores corrosivos con el mantenimiento adecuado.
La limitación principal: profundidad del vacío
La limitación más importante de una bomba de agua es su vacío final. El vacío que puede alcanzar está físicamente limitado por la presión de vapor del agua en el depósito. A medida que el agua se calienta, su presión de vapor aumenta y la calidad del vacío disminuye. Estas bombas no pueden alcanzar los niveles de alto vacío requeridos para procesos como la destilación molecular o la operación de microscopios electrónicos.
Consideraciones esenciales de mantenimiento
Para mantener el rendimiento, el agua del depósito debe reemplazarse regularmente. Si está bombeando gases corrosivos (como vapores ácidos), el agua se volverá ácida y deberá cambiarse con frecuencia para evitar daños a los componentes internos de la bomba. Mantener el agua limpia es el paso más efectivo para asegurar un vacío constante.
Tomar la decisión correcta para su objetivo
Utilice esta guía para determinar si una bomba de vacío de agua circulante es la herramienta adecuada para su tarea específica.
- Si su enfoque principal es el trabajo rutinario de laboratorio: Para evaporación rotatoria, filtración o destilaciones estándar, una bomba de vacío de agua circulante es la opción ideal, rentable y confiable.
- Si su enfoque principal es el manejo de vapores corrosivos: Una bomba de agua es una opción adecuada, siempre que se comprometa a un programa frecuente de reemplazo de agua para neutralizar los contaminantes absorbidos.
- Si su enfoque principal es lograr un alto vacío (<1 kPa): Una bomba de agua es insuficiente para este objetivo. Debe utilizar un sistema más avanzado, como una bomba de vacío sellada con aceite o de scroll seco.
Al comprender sus principios y limitaciones, puede aprovechar la bomba de vacío de agua circulante como una herramienta confiable y económica para una amplia gama de aplicaciones científicas.
Tabla resumen:
| Aplicación | Beneficio clave | Ideal para |
|---|---|---|
| Evaporación y Destilación | Disminuye los puntos de ebullición para una eliminación suave de solventes | Trabajo rutinario de laboratorio como evaporación rotatoria |
| Filtración y Secado | Acelera la eliminación de líquidos en procesos como la filtración con embudo Büchner | Filtración estándar y secado de muestras |
| Desgasificación y Sublimación | Elimina gases disueltos y permite la purificación de sólidos | Preparación de solventes para reacciones sensibles |
| Manejo de Vapores Corrosivos | Adecuado con mantenimiento y cambios de agua adecuados | Laboratorios que trabajan con ácidos o contaminantes |
¡Mejore su laboratorio con las soluciones de vacío avanzadas de KINTEK! Aprovechando una excepcional I+D y fabricación interna, proporcionamos a diversos laboratorios hornos de alta temperatura fiables y mucho más. Nuestra línea de productos, que incluye hornos de mufla, tubulares, rotatorios, hornos de vacío y atmósfera, y sistemas CVD/PECVD, se complementa con una sólida personalización profunda para satisfacer sus necesidades experimentales únicas. Ya sea que se encuentre en química, farmacia o biología, nuestras soluciones mejoran la eficiencia y la precisión. Contáctenos hoy para discutir cómo podemos respaldar sus aplicaciones específicas e impulsar su investigación.
Guía Visual
Productos relacionados
- Brida de Ultra Alto Vacío Tapón de Aviación Vidrio Sinterizado Conector Circular Hermético para KF ISO CF
- Horno de Tubo Rotatorio de Funcionamiento Continuo Sellado al Vacío Horno de Tubo Giratorio
- Horno tubular rotativo de vacío para laboratorio Horno tubular rotativo
- Brida CF KF Conjunto de sellado de paso de electrodos de vacío para sistemas de vacío
- Horno de Vacío de Prensa Caliente Máquina de Prensa de Vacío Calentado
La gente también pregunta
- ¿Por qué se utiliza un autoclave de acero inoxidable revestido de PTFE para la síntesis de Ni12P5? Beneficios clave para la producción de nanomateriales
- ¿Por qué usar un autoclave de acero inoxidable con revestimiento de PTFE para la síntesis de Ce-MOF? Garantizar la seguridad y la pureza
- ¿Cuál es la función de los anillos de sellado de PTFE en la pirólisis de plásticos? Garantizar una descomposición segura y anaeróbica de los materiales
- ¿Qué papel desempeñan las ampolletas de sílice de alta pureza selladas al vacío en los experimentos de equilibrio de fases? Mejora de la integridad de la muestra
- ¿Por qué se requiere un sistema de vacío ultra alto (UHV) para In2Se3? Logrando claridad ferroeléctrica a nivel atómico





