
El enemigo invisible en el tratamiento térmico
Durante décadas, la imagen del tratamiento térmico ha sido de fuego y fuerza. Una pieza de acero incandescente sumergida en un baño de aceite turbulento, recibida con un violento silbido y columnas de humo. Es un proceso arraigado en la tradición, que a menudo se siente más como un oficio que como una ciencia.
Pero en la ingeniería de alto rendimiento, desde la aeroespacial hasta los implantes médicos, "oficio" es sinónimo de "variabilidad". Y la variabilidad es el enemigo de la fiabilidad. El desafío principal no es solo calentar y enfriar metal; es controlar cada variable que pueda comprometer la integridad de la pieza final.
La variable más significativa y a menudo pasada por alto es el aire dentro del horno.
Dominando la atmósfera: el poder del vacío
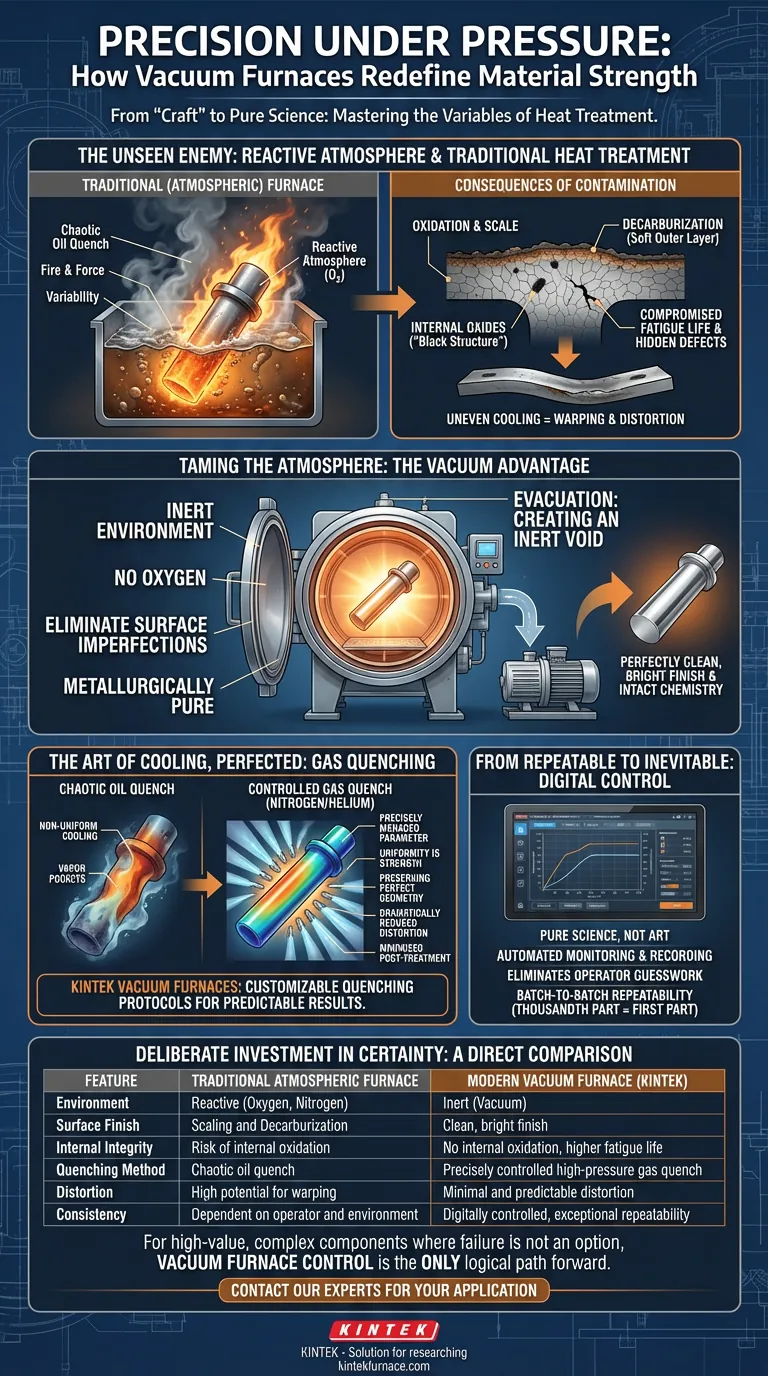
Un horno convencional está lleno de una atmósfera reactiva. A altas temperaturas, el oxígeno libra una guerra implacable contra la superficie del acero, creando problemas que persisten en lo profundo del material.
La cementación al vacío cambia las reglas del juego al eliminar el campo de batalla en sí. Al evacuar la cámara, creamos un entorno inerte donde el acero puede ser tratado sin interferencias.
Eliminación de imperfecciones superficiales
En una atmósfera normal, ocurren dos cosas:
- Oxidación: El oxígeno se une al acero caliente, formando una capa de cascarilla. Esto debe limpiarse más tarde, un paso adicional y costoso.
- Descarburación: La superficie del acero pierde carbono hacia la atmósfera circundante, creando una capa exterior blanda y débil.
El vacío evita estas reacciones por completo. Las piezas salen del horno perfectamente limpias, con un acabado metálico brillante y su química superficial intacta.
Fortalecimiento desde el interior
El daño más insidioso ocurre debajo de la superficie. El oxígeno puede penetrar los límites de grano del acero, creando óxidos internos microscópicos. Esta "estructura negra" actúa como una red de puntos de tensión incorporados, comprometiendo gravemente la vida útil a fatiga del componente. Es un defecto oculto, una falla esperando ocurrir.
El procesamiento al vacío hace imposible la oxidación interna, lo que resulta en un componente metalúrgicamente puro y excepcionalmente duradero.
El arte del enfriamiento, perfeccionado
La segunda fuente de caos es el temple. Sumergir una pieza en aceite es un proceso increíblemente no uniforme. La ebullición caótica y las bolsas de vapor crean tasas de enfriamiento desiguales en la geometría de la pieza, lo que conduce directamente a deformaciones y distorsiones.
El enfriamiento por gas, el estándar en los hornos de vacío, reemplaza este caos con control.
La uniformidad es fuerza
En lugar de un baño líquido, se hace circular un gas inerte como nitrógeno o helio a alta presión. La tasa de enfriamiento ya no es un evento caótico; es un parámetro precisamente administrado, controlado ajustando la presión y la velocidad del gas.
Esto asegura que cada superficie de la pieza, desde las secciones gruesas hasta los detalles finos, se enfríe a una velocidad predecible y casi idéntica. El resultado es una capa endurecida perfectamente homogénea, que garantiza un rendimiento constante.
Preservación de la geometría perfecta
Debido a que el enfriamiento es tan uniforme, la distorsión de la pieza se reduce drásticamente. Esto cambia las reglas del juego.
- Las piezas complejas de paredes delgadas se pueden endurecer sin deformarse.
- Se minimiza la necesidad de rectificado posterior al tratamiento, costoso y que consume mucho tiempo.
- Las tasas de desecho se desploman y la geometría final de la pieza es mucho más predecible.
Este nivel de control requiere un sistema diseñado para ello. Un avanzado horno de vacío KINTEK, por ejemplo, permite la personalización de protocolos de temple adaptados a la geometría y el material específicos de sus componentes, convirtiendo un proceso de alto riesgo en uno predecible.
De repetible a inevitable: la lógica del control digital
Cuando combina un entorno estable (el vacío) con entradas precisas y administradas digitalmente (flujo de gas, presión, temperatura), cambia fundamentalmente la naturaleza del tratamiento térmico.
El proceso se transforma de un arte, dependiente de la experiencia e intuición de un operador, a una ciencia pura. Cada parámetro crítico se monitorea, registra y automatiza. La suposición del operador y la variabilidad atmosférica se eliminan por completo de la ecuación.
Esto garantiza que la milésima pieza en una corrida de producción tenga las mismas propiedades metalúrgicas y geométricas que la primera. Para las industrias donde el fallo no es una opción, este nivel de repetibilidad de lote a lote no es un lujo; es una necesidad.
Una inversión deliberada en certeza
Los sistemas de vacío avanzados representan una inversión inicial más alta que los hornos atmosféricos tradicionales. Requieren mantenimiento especializado y una comprensión técnica más profunda.
Pero ver esto solo a través de la lente del costo es un error. Es una inversión en certeza. Usted está comprando la eliminación de variables. Usted está pagando para eliminar el riesgo de oxidación, distorsión e inconsistencia, riesgos que conducen a piezas desechadas, fallas en campo y reputaciones dañadas.
| Ventaja | Horno atmosférico tradicional | Horno de vacío moderno (KINTEK) |
|---|---|---|
| Entorno | Reactivo (Oxígeno, Nitrógeno) | Inerte (Vacío) |
| Acabado superficial | Escamación y descarburación | Acabado limpio y brillante |
| Integridad interna | Riesgo de oxidación interna | Sin oxidación interna, mayor vida útil a fatiga |
| Método de temple | Temple caótico en aceite | Temple por gas a alta presión controlado con precisión |
| Distorsión | Alto potencial de deformación | Distorsión mínima y predecible |
| Consistencia | Dependiente del operador y el entorno | Controlado digitalmente, repetibilidad excepcional |
En última instancia, la elección depende de sus requisitos. Si está produciendo componentes complejos y de alto valor donde la pureza metalúrgica y la precisión dimensional son primordiales, el control que ofrece un horno de vacío no es solo mejor, es el único camino lógico a seguir.
Lograr este nivel de control de procesos comienza con tener el equipo adecuado, diseñado para su aplicación específica. Contacte a nuestros expertos
Guía Visual
Productos relacionados
- Horno de prensado en caliente al vacío Horno tubular de prensado al vacío calentado
- Horno de Vacío de Prensa Caliente Máquina de Prensa de Vacío Calentado
- Horno de sinterización y tratamiento térmico en vacío por inducción de 600T
- 2200 ℃ Horno de sinterización y tratamiento térmico en vacío de tungsteno
- Horno de sinterización de tratamiento térmico al vacío con presión para sinterización al vacío
Artículos relacionados
- Más allá de la lista de piezas: la verdadera razón por la que falla su prensa en caliente al vacío (y cómo solucionarlo)
- Más que un vacío: la eficiencia energética inherente del diseño de hornos de vacío
- Cómo los hornos de prensado en caliente al vacío transforman la ingeniería de materiales avanzados
- Por qué fallan sus materiales de alta temperatura: La guerra oculta dentro de su horno
- Cómo seleccionar la temperatura adecuada del horno de prensado en caliente al vacío para sus materiales



















