
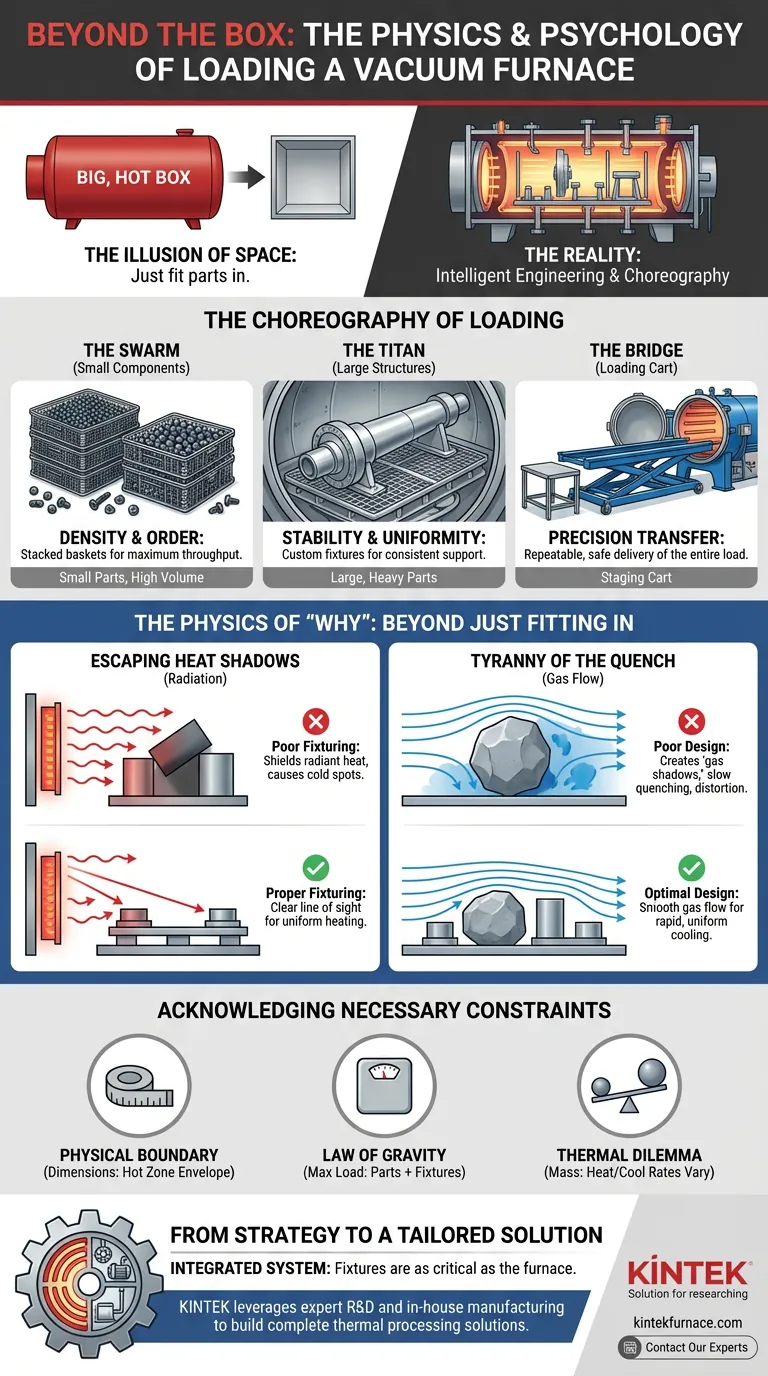
La ilusión del espacio
Cuando miras un horno de vacío horizontal, lo primero que notas es la cámara: un espacio vasto y vacío. Es fácil caer en la trampa psicológica de verlo como una simple caja grande y caliente. El desafío principal, parece, es simplemente meter las piezas dentro.
Esto es un malentendido fundamental.
La verdadera flexibilidad y precisión del horno no provienen de su volumen interno. Nacen de la ingeniería inteligente de lo que va *dentro* de ese volumen. El verdadero trabajo, el arte y la ciencia que dictan la calidad final de la pieza, ocurre mucho antes de que la puerta se cierre. Reside en la coreografía de la carga.
La coreografía de la carga: la historia de dos piezas
La capacidad de procesar una amplia gama de componentes depende enteramente de los sistemas diseñados para sostenerlos y posicionarlos dentro de la zona caliente. Es un proceso metódico, adaptado a la geometría y cantidad de las piezas.
El enjambre: manejo de componentes pequeños
Considere el desafío de tratar térmicamente miles de piezas pequeñas y críticas a la vez: rodamientos de bolas, tornillos médicos o sujetadores de álabes de turbina. El objetivo no es solo el tratamiento; es el rendimiento.
Aquí, la solución es la densidad y el orden. Estas piezas se cargan en cestas apilables, generalmente fabricadas con aleaciones de grafito o molibdeno. Al apilar estas cestas en una sola base, los operadores crean una carga densa y de múltiples capas que maximiza el número de piezas por ciclo, convirtiendo una posible pesadilla logística en un modelo de eficiencia.
El Titán: acomodando estructuras grandes
Ahora, imagine lo contrario: un solo y masivo molde de fundición a presión o un eje aeroespacial largo y delgado. Aquí, el desafío es la estabilidad y la uniformidad absoluta en un área de superficie grande.
Estos titanes se colocan en rejillas, bandejas o accesorios especializados diseñados a medida. La orientación horizontal del horno es una ventaja distintiva, que permite colocar piezas largas en posición horizontal. Esto proporciona un soporte constante, evitando el pandeo o la distorsión que podrían ocurrir durante el intenso ciclo térmico.
El Puente: el héroe anónimo de la carga
Conectando el área de preparación con la cámara del horno está el carro de carga. Es mucho más que un simple carro; es una pieza robusta de maquinaria de precisión, diseñada para soportar el inmenso peso de una carga completa y alinearse perfectamente con la abertura del horno.
Este carro permite a un operador transferir suave y de manera segura toda la disposición a la zona caliente. Asegura que esta coreografía cuidadosamente planificada sea perfectamente repetible, ciclo tras ciclo. Es el puente confiable entre el mundo humano y el entorno extremo en su interior.
La física del "por qué": más allá de simplemente encajar
Simplemente meter las piezas en el horno es el primer paso. Disponerlas correctamente, el arte de la sujeción, es lo que separa el éxito de un lote de chatarra costosa.
Escapar de las sombras del calor
En el vacío, el calor viaja principalmente por radiación. Una sujeción adecuada asegura una línea de visión clara desde los elementos calefactores hasta cada superficie crítica. También evita que las piezas se toquen, lo que crearía sumideros térmicos o "puntos fríos".
El sesgo cognitivo común es priorizar la densidad de empaquetado por encima de todo. Pero si las piezas se protegen mutuamente del calor radiante, se logra densidad a costa de la uniformidad, comprometiendo las propiedades metalúrgicas que se pretendía crear.
La tiranía del temple
Durante la fase de enfriamiento rápido, el flujo de gas a alta presión lo es todo. Un diseño de sujeción deficiente o un empaquetado demasiado denso crea "sombras de gas", áreas donde el gas de temple está bloqueado o desviado.
Como una roca en un arroyo, una pieza mal colocada crea turbulencia, privando a las superficies posteriores del enfriamiento que necesitan. Esto conduce a un temple lento o no uniforme, lo que resulta en puntos blandos, dureza inconsistente y distorsión. Es un fallo catastrófico que deja la pieza inútil.
Reconociendo las restricciones necesarias
Un horno de vacío es una herramienta muy versátil, pero opera bajo un conjunto estricto de reglas. Dominar la herramienta significa dominar sus limitaciones.
- El Límite Físico: Las dimensiones utilizables de la zona caliente (largo, ancho, alto) son absolutas. Cada pieza y su sujeción deben caber dentro de este envolvente con una distancia adecuada de los elementos calefactores.
- La Ley de la Gravedad: Cada horno tiene una capacidad máxima de peso de carga. No es solo el peso de sus piezas; es la masa combinada de las piezas *y* las pesadas sujeciones de grafito o aleación que las sostienen. Sobrecargar es un camino rápido para dañar el hogar y el mecanismo de carga.
- El Dilema Térmico: Procesar piezas masivas junto con componentes pequeños y ligeros en el mismo ciclo es excepcionalmente difícil. Sus masas térmicas, muy diferentes, significan que se calientan y enfrían a diferentes velocidades, lo que hace casi imposible lograr propiedades óptimas para ambos simultáneamente.
De la estrategia a una solución a medida
Comprender estos principios transforma un horno de un simple electrodoméstico en un instrumento de precisión. La clave es alinear su estrategia de carga con su realidad de producción. Un fabricante de piezas de alto volumen necesita un sistema de sujeción diferente al de un taller aeroespacial especializado.
Aquí es donde la experiencia tanto en diseño como en fabricación se vuelve crítica. Un horno es más que una cámara que se calienta; es un sistema integrado donde las sujeciones internas son tan importantes como los elementos calefactores y las bombas de vacío.
En KINTEK, aprovechamos nuestra I+D experta y nuestra fabricación interna para construir soluciones completas de procesamiento térmico. Ya sea que necesite un horno Muffle, de Tubo, de Vacío o CVD, entendemos que el rendimiento real proviene de adaptar todo el sistema, incluida la estrategia de carga, a menudo pasada por alto, a sus componentes y objetivos únicos. Nuestra profunda capacidad de personalización garantiza que su equipo se ajuste perfectamente a su aplicación.
Si está listo para ir más allá de la "caja" y lograr un verdadero control del proceso, Contacte a Nuestros Expertos
Guía Visual
Productos relacionados
- Horno de prensado en caliente al vacío Horno tubular de prensado al vacío calentado
- Horno de Vacío de Prensa Caliente Máquina de Prensa de Vacío Calentado
- Horno de sinterización y tratamiento térmico en vacío por inducción de 600T
- 2200 ℃ Horno de sinterización y tratamiento térmico en vacío de tungsteno
- Horno de sinterización de tratamiento térmico al vacío con presión para sinterización al vacío
Artículos relacionados
- Cómo seleccionar la temperatura adecuada del horno de prensado en caliente al vacío para sus materiales
- El Espectro de Presión: Por Qué la Capacidad de un Horno de Vacío No Es un Número Único
- La Lógica en Cascada de la Seguridad: Repensando el Horno de Vacío Moderno
- Por qué fallan sus materiales de alta temperatura: La guerra oculta dentro de su horno
- Más allá del calor: El arte de la pureza de los materiales en hornos de vacío



















