El Defecto Invisible
Un ingeniero inspecciona un componente recién soldado bajo una luz brillante. Las dimensiones son perfectas, la metalurgia sólida, pero hay una sutil decoloración en la superficie, un fantasmagórico tinte azul donde no debería haber ninguno. El ciclo se ejecutó correctamente, la temperatura fue precisa, la bomba de vacío funcionó sin problemas.
El culpable no fue un fallo catastrófico. Fue un intruso invisible: la atmósfera.
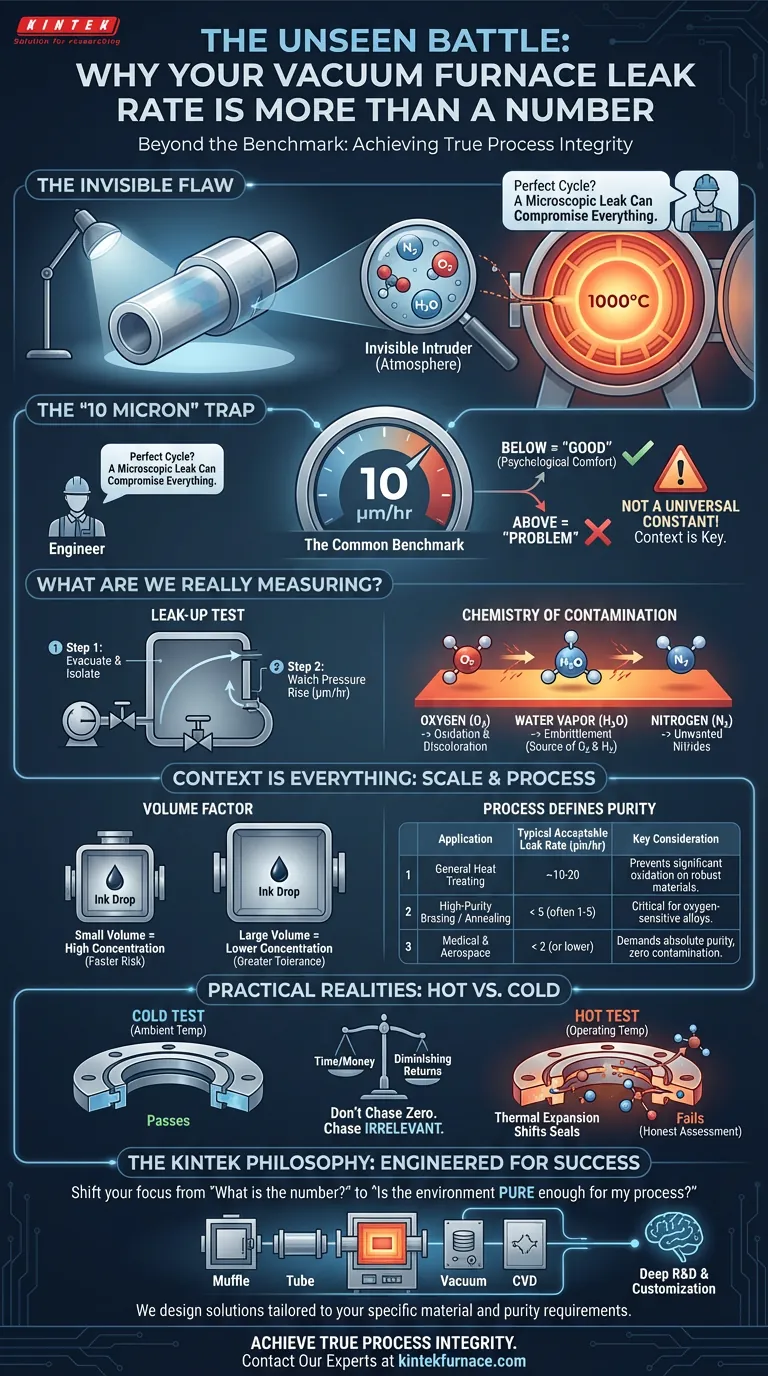
Una fuga microscópica, imperceptible a simple vista, permitió que un hilo de aire entrara en la cámara. A 1000 °C, esas pocas moléculas perdidas de oxígeno fueron suficientes para comprometer la pieza. Esta es la batalla silenciosa y constante que enfrenta todo proceso de alta temperatura.
El Atractivo de un Número Sencillo
En el mundo de los hornos de vacío, el número que más se escucha es 10 micrones por hora. Se presenta como el estándar de oro para una tasa de fugas aceptable.
Nuestras mentes anhelan estos sencillos puntos de referencia. Proporcionan un objetivo claro y medible en un sistema complejo. Si su horno está por debajo de 10 µm/hora, está "bien". Si está por encima, tiene un problema.
Pero esta comodidad psicológica es una trampa. Una tasa de fugas "buena" no es una constante universal; es una variable profundamente ligada a su proceso específico. Fijarse en un solo número sin comprender su contexto es como juzgar a un corredor de maratón únicamente por su frecuencia cardíaca, sin saber si está esprintando o descansando.
¿Qué Estamos Midiendo Realmente?
Cuando realizamos una prueba de "aumento de fugas" (leak-up), no solo medimos un cambio de presión. Estamos escuchando al horno confesar cuánto del mundo exterior está dejando entrar.
La Prueba de Aumento de Fugas: La Confesión de una Cámara
La prueba es simple en principio: evacuar la cámara, aislarla de las bombas y observar el aumento de la presión. El resultado, en micrones por hora (µm/hora), es una medida directa de la integridad de la cámara. Un número más alto significa una brecha mayor en sus defensas contra la atmósfera.
La Química de la Contaminación
Esa brecha permite que los gases atmosféricos —principalmente nitrógeno, oxígeno y vapor de agua— se conviertan en invitados no deseados en una fiesta a alta temperatura. A temperaturas ambiente, son benignos. Al calor abrasador de un ciclo de horno, se convierten en agentes de caos altamente reactivos.
- El Oxígeno causa oxidación y decoloración.
- El Vapor de Agua es una fuente potente de oxígeno e hidrógeno, que puede provocar fragilización.
- El Nitrógeno puede formar nitruros no deseados en la superficie de ciertos materiales.
Para un proceso sensible como el soldado de un implante médico o el recocido de titanio, incluso una cantidad mínima de esta contaminación puede significar la diferencia entre una unión metalúrgica perfecta y un costoso fallo del producto.
El Contexto lo es Todo: Más Allá del Punto de Referencia
La regla general de 10 µm/hora se desmorona bajo el peso del contexto. Lo que es perfectamente aceptable para un proceso puede ser desastroso para otro.
La Escala Importa: El Factor Volumen
Imagine añadir una sola gota de tinta a un vaso de agua frente a una piscina. La concentración del contaminante es muy diferente.
El mismo principio se aplica al volumen del horno. Una fuga de 10 µm/hora aumentará la presión parcial de los contaminantes mucho más rápidamente en un pequeño horno de laboratorio que en una enorme cámara industrial. Un horno más grande a menudo puede tolerar una tasa de fugas numéricamente mayor mientras mantiene la pureza requerida para el proceso.
El Proceso Define la Pureza
El factor más crítico es la propia aplicación. Los requisitos de su proceso deben ser el juez definitivo de su tasa de fugas.
| Aplicación | Tasa de Fugas Aceptable Típica (µm/hora) | Consideración Clave |
|---|---|---|
| Tratamiento Térmico de Propósito General | ~10-20 | Previene la oxidación significativa en materiales robustos. |
| Soldadura / Recocido de Alta Pureza | < 5 (a menudo 1-5) | Crítico para aleaciones sensibles al oxígeno y superficies limpias. |
| Componentes Médicos y Aeroespaciales | < 2 (o tan bajo como sea posible) | Exige pureza absoluta para prevenir cualquier contaminación. |
Si está endureciendo una herramienta de acero simple, 15 µm/hora podría estar bien. Si está fabricando componentes para un satélite, esa misma tasa de fugas es una invitación al fracaso.
Las Realidades Prácticas de un Sello Imperfecto
Lograr un vacío perfecto es un ideal teórico. En la práctica, debemos equilibrar el rendimiento con la realidad.
Persiguiendo el Cero: El Punto de Rendimientos Decrecientes
Encontrar y reparar fugas cuesta tiempo y dinero. Esforzarse por una tasa de fugas de 1 µm/hora cuando su proceso solo requiere 10 µm/hora puede generar tiempos de inactividad y costos de mantenimiento excesivos sin ninguna mejora tangible en la calidad del producto. El objetivo no es cero fugas; es una tasa de fugas lo suficientemente baja como para ser irrelevante para su resultado.
El Engaño del Frío vs. el Calor
Un horno puede ser engañoso. Una cámara que supera una prueba de aumento de fugas con honores cuando está fría puede desarrollar fugas significativas cuando está caliente. La expansión térmica hace que las bridas, los sellos y las conexiones se muevan, abriendo nuevos caminos para que la atmósfera se filtre. Una "prueba de aumento de fugas en caliente", realizada a la temperatura de funcionamiento o cerca de ella, proporciona una evaluación mucho más honesta de la integridad de su horno durante un ciclo real.
De un Número a una Filosofía
El objetivo final no es alcanzar un número arbitrario en un medidor de vacío. El objetivo es producir consistentemente piezas perfectas.
Cambie su forma de pensar de "¿Cuál es mi tasa de fugas?" a "¿Es mi entorno de vacío lo suficientemente puro para mi proceso?". La tasa de fugas es simplemente una herramienta de diagnóstico, un único punto de datos en la búsqueda más amplia de la integridad del proceso. Cuando aparecen decoloraciones, fragilidad u otros problemas de calidad, su tasa de fugas actual —independientemente del número— es demasiado alta.
Esta filosofía exige más que un horno estándar fabricado según un estándar genérico. Requiere un sistema diseñado teniendo en cuenta sus materiales y resultados específicos. El control real del proceso se logra mediante el diseño, donde la integridad del horno se adapta a la sensibilidad de la aplicación. En KINTEK, nuestra experiencia reside en este enfoque exacto, proporcionando sistemas de hornos Muffle, Tubo, Vacío y CVD personalizables respaldados por una profunda I+D. Diseñamos y fabricamos soluciones para cumplir con los requisitos de pureza precisos y rigurosos que exige su trabajo.
La batalla contra la atmósfera se gana no persiguiendo un número universal, sino creando un entorno diseñado para el éxito. Si está listo para ir más allá de los puntos de referencia y lograr una verdadera integridad del proceso, Contacte a Nuestros Expertos.
Guía Visual
Productos relacionados
- Horno de prensado en caliente al vacío Horno tubular de prensado al vacío calentado
- Horno de Vacío de Prensa Caliente Máquina de Prensa de Vacío Calentado
- Horno de sinterización y tratamiento térmico en vacío por inducción de 600T
- 2200 ℃ Horno de sinterización y tratamiento térmico en vacío de tungsteno
- Horno de sinterización de tratamiento térmico al vacío con presión para sinterización al vacío
Artículos relacionados
- La Física de la Perfección: Cómo los Hornos de Vacío Eliminan la Incertidumbre Metalúrgica
- Más allá del calor: El arte de la pureza de los materiales en hornos de vacío
- Cómo los hornos de prensado en caliente al vacío transforman la ingeniería de materiales avanzados
- Cómo seleccionar la temperatura adecuada del horno de prensado en caliente al vacío para sus materiales
- Por qué fallan sus materiales de alta temperatura: La guerra oculta dentro de su horno



















