
El defecto invisible
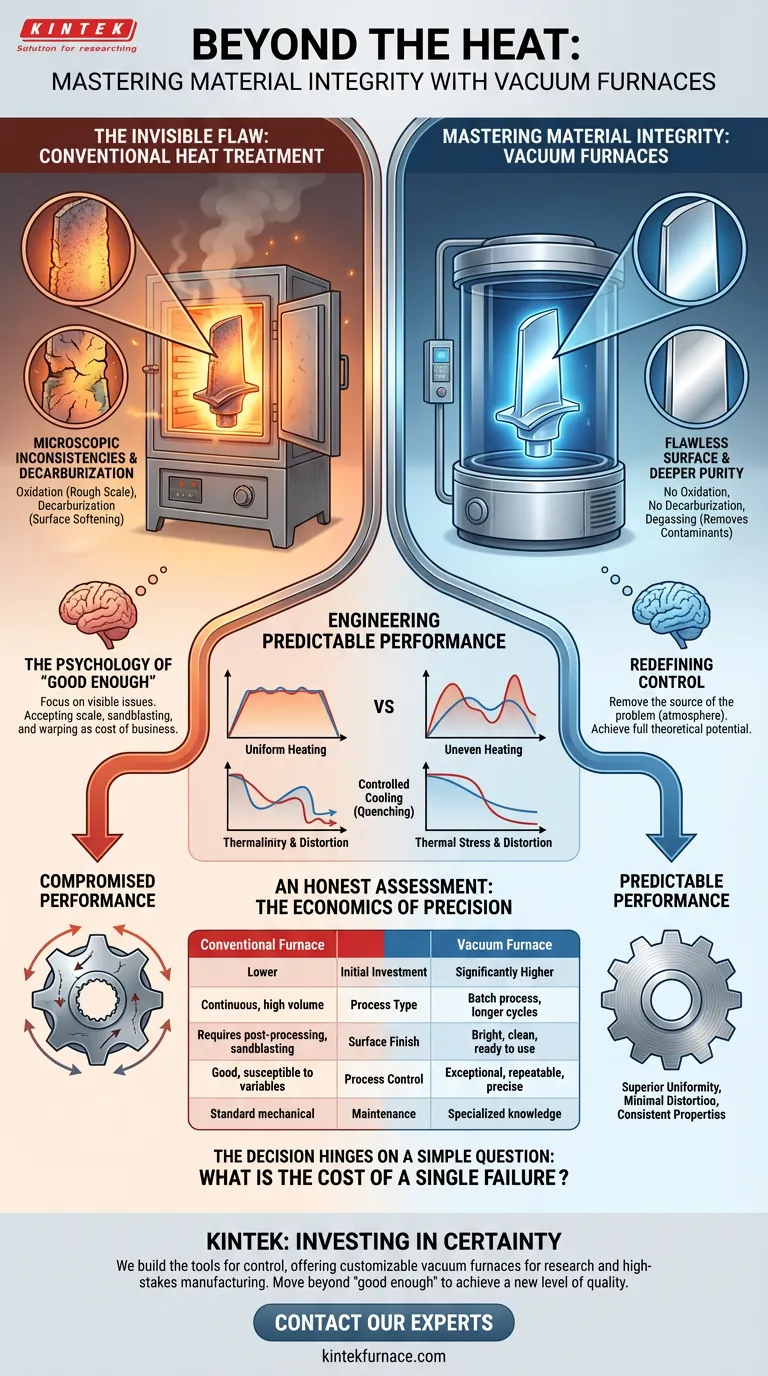
Imagine a un ingeniero aeroespacial inspeccionando una álabes de turbina de misión crítica. Parece perfecto. Las dimensiones son precisas. Pero en lo profundo de la superficie del metal, un proceso invisible ya ha comenzado. Durante su tratamiento térmico convencional, el oxígeno reaccionó con la superaleación sobrecalentada, creando inconsistencias microscópicas y una superficie ligeramente descarburada.
Esto no es un fallo dramático. Es un compromiso silencioso. Una vulnerabilidad pequeña y oculta que puede agravarse bajo estrés extremo.
Este escenario revela una verdad fundamental sobre la metalurgia: las batallas más importantes a menudo se libran contra un enemigo invisible: la propia atmósfera.
La psicología del "suficientemente bueno"
Durante décadas, los hornos de atmósfera tradicionales han sido los caballos de batalla de la fabricación. Son efectivos y relativamente económicos. Los efectos secundarios —la cascarilla de óxido, la necesidad de chorreado de arena, un cierto porcentaje de piezas perdidas por deformación— a menudo se aceptan como el costo de hacer negocios.
Este es un poderoso sesgo psicológico. Tendemos a centrarnos en resolver problemas visibles (como lijar la cascarilla) en lugar de prevenir los invisibles (como preservar la química superficial inherente del material).
El tratamiento térmico al vacío desafía esta aceptación del compromiso. Opera bajo una filosofía diferente: ¿y si pudieras eliminar por completo la fuente del problema?
Redefiniendo el control: Eliminando la atmósfera
Al realizar el proceso de tratamiento térmico en un vacío casi perfecto, no solo estamos calentando metal. Estamos creando un entorno ideal donde el material puede alcanzar su máximo potencial teórico, libre de interferencias atmosféricas.
La física de una superficie impecable
En un horno tradicional, el oxígeno es el enemigo de un acabado limpio. Causa:
- Oxidación: La formación de una capa de cascarilla áspera y descolorida en la superficie de la pieza.
- Descarburación: La pérdida de carbono de la superficie de las aleaciones de acero, lo que las hace más blandas y débiles de lo previsto.
Un entorno de vacío está prácticamente libre de reactivos. Esta solución simple y elegante previene por completo estos problemas, preservando la integridad del material.
El valor económico de un acabado brillante
Las piezas emergen de un horno de vacío con un acabado brillante, limpio y, a menudo, similar a un espejo. Esto no es solo un beneficio estético; es un beneficio económico directo.
- Sin limpieza secundaria: Elimina pasos costosos y que consumen mucho tiempo como el chorreado de arena, el decapado químico o el lijado.
- Sin pérdida de material: El postprocesamiento puede eliminar material de la superficie, alterando potencialmente dimensiones precisas. El tratamiento al vacío evita esto.
Desgasificación: Una forma más profunda de pureza
El vacío no solo previene la contaminación; limpia activamente la pieza. Extrae contaminantes volátiles y gases atrapados (como el hidrógeno) desde el interior del material. Este efecto de desgasificación crea una superficie metalúrgicamente más pura, lo cual es crucial para aplicaciones como la soldadura fuerte de alta resistencia o los implantes médicos, donde la unión es primordial.
De la superficie a la sustancia: Ingeniería de un rendimiento predecible
Una superficie prístina es un signo de un proceso bien controlado. Ese control se extiende profundamente en la estructura del material, traduciéndose en propiedades mecánicas superiores y, lo más importante, *predecibles*.
La búsqueda de la uniformidad
Los hornos de vacío sobresalen en el calentamiento uniforme. Sin corrientes de aire que creen puntos calientes y fríos, cada parte de un componente —desde los bordes delgados hasta el núcleo grueso— alcanza la temperatura a la misma velocidad. Esta uniformidad es crucial para lograr una estructura de grano consistente y una dureza predecible.
Ganando la guerra contra la distorsión
El enfriamiento controlado (temple) es tan importante como el calentamiento. Los hornos de vacío a menudo utilizan temple con gas inerte de alta presión. Este método es mucho menos severo que sumergir una pieza caliente en aceite o agua, lo que reduce drásticamente el estrés térmico.
El resultado es una distorsión y deformación mínimas. Para engranajes complejos de alta precisión o moldes intrincados, esto significa piezas que cumplen con las especificaciones la primera vez, siempre.
Una evaluación honesta: La economía de la precisión
Si bien sus ventajas son claras, el tratamiento térmico al vacío es una elección estratégica, no un reemplazo universal. Representa una inversión deliberada en calidad sobre volumen puro.
| Consideración | Horno Convencional | Horno de Vacío |
|---|---|---|
| Inversión Inicial | Menor | Significativamente Mayor |
| Tipo de Proceso | A menudo continuo, adecuado para alto volumen | Proceso por lotes, tiempos de ciclo más largos |
| Acabado Superficial | Requiere postprocesamiento (p. ej., chorreado de arena) | Brillante, limpio y listo para usar |
| Control del Proceso | Bueno, pero susceptible a variables atmosféricas | Excepcional, altamente repetible y preciso |
| Mantenimiento | Mecánico y eléctrico estándar | Conocimientos especializados para bombas, sellos y controles |
La decisión depende de una pregunta simple: ¿Cuál es el costo de un solo fallo?
Para piezas de alto volumen y no críticas, un horno tradicional puede ser la solución más rentable. Pero para componentes donde el rendimiento es irrenunciable —en aeroespacial, dispositivos médicos o herramientas de alto rendimiento— la precisión y la previsibilidad de un entorno de vacío son esenciales.
Esta es una inversión en certeza. Se trata de eliminar mediante ingeniería los defectos invisibles que los procesos tradicionales aceptan como inevitables. Con un sistema avanzado, usted obtiene control sobre las propiedades fundamentales de sus materiales. En KINTEK, construimos las herramientas para ese control, ofreciendo una gama de hornos de vacío personalizables diseñados para las demandas únicas de la investigación y la fabricación de alto riesgo.
Si está listo para ir más allá del "suficientemente bueno" y alcanzar un nuevo nivel de calidad y rendimiento, podemos ayudarle a construir la solución adecuada. Contacte a Nuestros Expertos
Guía Visual
Productos relacionados
- Horno de prensado en caliente al vacío Horno tubular de prensado al vacío calentado
- Horno de Vacío de Prensa Caliente Máquina de Prensa de Vacío Calentado
- Horno de sinterización y tratamiento térmico en vacío por inducción de 600T
- 2200 ℃ Horno de sinterización y tratamiento térmico en vacío de tungsteno
- Horno de sinterización de tratamiento térmico al vacío con presión para sinterización al vacío
Artículos relacionados
- El Espectro de Presión: Por Qué la Capacidad de un Horno de Vacío No Es un Número Único
- Por qué fallan sus materiales de alta temperatura: La guerra oculta dentro de su horno
- Más allá de la lista de piezas: la verdadera razón por la que falla su prensa en caliente al vacío (y cómo solucionarlo)
- ¿Son reales sus datos de materiales? Por qué los gradientes de temperatura están saboteando sus mediciones de resistividad de Cu2Se
- Más allá del calor: El arte de la pureza de los materiales en hornos de vacío



















