El Silencio de un Lote Descartado
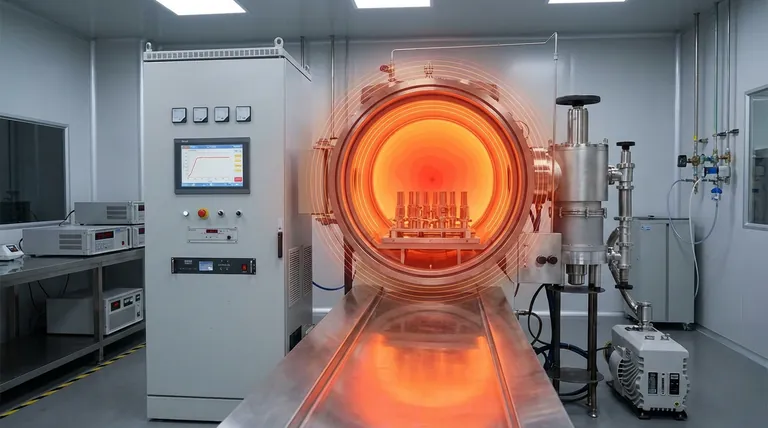
Imagine la escena: un lote de componentes aeroespaciales de precisión, horas después de un complejo ciclo de tratamiento térmico, emerge del horno de vacío. En teoría, todo era perfecto. El horno estaba clasificado para una temperatura altísima y su bomba de vacío era una potencia.
Sin embargo, la inspección post-proceso cuenta una historia diferente. Algunas piezas cumplen las especificaciones de dureza; otras no. Se encuentran microdistorsiones en algunas. El lote es inconsistente. El resultado es un fracaso silencioso y costoso: un montón de material desechado y un calendario en peligro.
Este escenario no es un fallo de potencia. Es un fallo de confianza en el proceso. Revela una verdad fundamental que a menudo pasamos por alto en nuestra búsqueda del "mejor" equipo: estamos psicológicamente programados para perseguir números grandes y sencillos, pero las métricas que realmente importan son mucho más matizadas.
La Seducción de las Métricas Simples
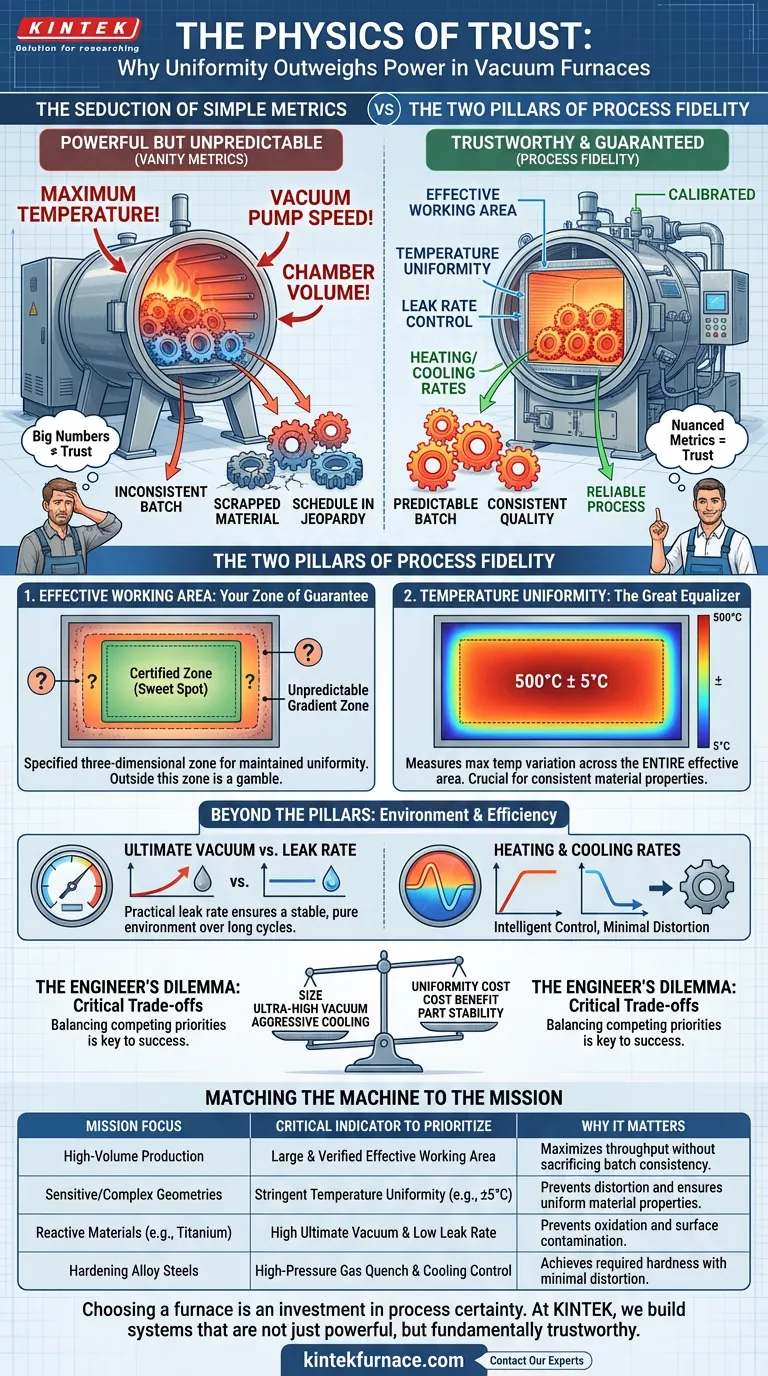
Al evaluar sistemas complejos, nuestros cerebros buscan atajos. Temperatura máxima, velocidad de vacío, volumen de la cámara: estos son fáciles de encontrar en una hoja de especificaciones y sencillos de comparar. Se sienten definitivos.
Pero estas son a menudo métricas de vanidad. Describen el potencial teórico del horno, no su rendimiento práctico y repetible. La verdadera medida de un horno de vacío es su capacidad para crear un entorno térmico predecible y perfectamente uniforme. Su trabajo no es ser potente; su trabajo es ser confiable.
Esta confianza se basa en dos pilares fundamentales.
Los Dos Pilares de la Fidelidad del Proceso
La calidad de cualquier tratamiento térmico al vacío, desde el recocido hasta el enfriamiento por gas, está determinada casi en su totalidad por el control del horno sobre su espacio interno y su temperatura.
1. El Área de Trabajo Efectiva: Su Zona de Garantía
El área de trabajo efectiva no es todo el volumen interno del horno. Es la zona tridimensional específica y garantizada donde el equipo puede mantener la uniformidad de temperatura especificada.
Piénselo como el "punto óptimo". Es el límite físico de la fiabilidad de su proceso. Cualquier pieza colocada fuera de esta zona certificada está sujeta a gradientes térmicos y resultados impredecibles. Un área efectiva más grande permite una mayor producción, pero solo si todo ese espacio se rige por las mismas reglas térmicas estrictas.
2. Uniformidad de Temperatura: El Gran Igualador
Este es, posiblemente, el indicador de rendimiento más crítico. Mide la variación máxima de temperatura (por ejemplo, ±5°C) en toda el área de trabajo efectiva una vez que el horno se ha estabilizado.
La mala uniformidad es como intentar hornear un pastel en un horno que está 50 grados más caliente en un lado. No importa cuán precisa sea su receta, el resultado será invariablemente inconsistente. Para los materiales, esto se traduce directamente en variaciones de dureza, estructura de grano y tensiones internas, socavando completamente el propósito del tratamiento.
Más Allá de los Pilares: Entorno y Eficiencia
Mientras que el área de trabajo y la uniformidad definen la calidad del proceso térmico, otros indicadores definen la calidad del entorno y la eficiencia de la operación.
-
Vacío Límite vs. Tasa de Fugas: El vacío límite es el mejor teórico del sistema. La tasa de fugas —el lento aumento de la presión con el tiempo— es la realidad práctica. Una baja tasa de fugas es mucho más importante para las operaciones diarias, ya que garantiza que el entorno de vacío permanezca puro y estable durante un ciclo largo, previniendo la contaminación.
-
Tasas de Calentamiento y Enfriamiento: El rendimiento de los hornos modernos también se trata de control. La capacidad de aumentar y, fundamentalmente, disminuir la temperatura a una velocidad precisa y programable es esencial. Para procesos como el enfriamiento por gas a alta presión, la capacidad del sistema de enfriamiento para extraer calor de manera rápida y uniforme es lo que permite el endurecimiento de aleaciones avanzadas sin la distorsión causada por el enfriamiento líquido.
El Dilema del Ingeniero: Navegando Compensaciones Críticas
Seleccionar un horno implica equilibrar prioridades contrapuestas. Comprender estas compensaciones es clave.
-
Tamaño vs. Uniformidad: Lograr una uniformidad de temperatura ajustada se vuelve exponencialmente más difícil y costoso a medida que aumenta el área de trabajo efectiva. Un horno masivo con poca uniformidad es un pasivo.
-
Vacío vs. Costo: Buscar un vacío ultra alto que no necesita añade complejidad y costo sin ningún beneficio tangible. El objetivo es ajustar el nivel de vacío a la sensibilidad de sus materiales.
-
Potencia de Enfriamiento vs. Estabilidad de la Pieza: Un enfriamiento agresivo puede crear una inmensa tensión térmica, lo que lleva a distorsión o agrietamiento. Un sistema superior no se trata solo de potencia de enfriamiento bruta, sino de la inteligencia de su sistema de control para gestionarla.
Ajustar la Máquina a la Misión
En última instancia, el horno adecuado no es el que tiene los números más altos, sino el cuyas características de rendimiento se alinean precisamente con las demandas de su aplicación.
| Enfoque de la Misión | Indicador Crítico a Priorizar | Por Qué Importa |
|---|---|---|
| Producción de Alto Volumen | Área de Trabajo Efectiva Grande y Verificada | Maximiza la producción sin sacrificar la consistencia del lote. |
| Geometrías Sensibles/Complejas | Uniformidad de Temperatura Estricta (por ejemplo, ±5°C) | Previene la distorsión y asegura propiedades uniformes del material. |
| Materiales Reactivos (por ejemplo, Titanio) | Alto Vacío Límite y Baja Tasa de Fugas | Previene la oxidación y la contaminación superficial. |
| Endurecimiento de Aceros Aleados | Enfriamiento por Gas a Alta Presión y Control de Enfriamiento | Logra la dureza requerida con una distorsión mínima. |
Elegir un horno es una inversión en la certeza del proceso. Requiere mirar más allá de las especificaciones del folleto hacia la física de la uniformidad y la estabilidad. Aquí es donde la ingeniería se convierte en un arte: una asociación entre el objetivo del usuario y las capacidades profundamente entendidas del equipo. En KINTEK, nuestra filosofía se basa en esta asociación, ofreciendo sistemas personalizables de hornos de mufla, tubulares y avanzados de vacío diseñados para ofrecer una uniformidad garantizada dentro de un área de trabajo definida con precisión. Construimos sistemas que no solo son potentes, sino fundamentalmente confiables.
Para garantizar que su equipo ofrezca la fidelidad del proceso que sus materiales merecen, Contacte a Nuestros Expertos.
Guía Visual
Productos relacionados
- Horno de prensado en caliente al vacío Horno tubular de prensado al vacío calentado
- Horno de Vacío de Prensa Caliente Máquina de Prensa de Vacío Calentado
- Horno de sinterización y tratamiento térmico en vacío por inducción de 600T
- 2200 ℃ Horno de sinterización y tratamiento térmico en vacío de tungsteno
- Horno de sinterización de tratamiento térmico al vacío con presión para sinterización al vacío
Artículos relacionados
- La Anatomía de la Precisión: Un Marco Estratégico para Elegir su Horno de Vacío
- Más que un vacío: la eficiencia energética inherente del diseño de hornos de vacío
- Más allá de la lista de piezas: la verdadera razón por la que falla su prensa en caliente al vacío (y cómo solucionarlo)
- ¿Son reales sus datos de materiales? Por qué los gradientes de temperatura están saboteando sus mediciones de resistividad de Cu2Se
- El Espectro de Presión: Por Qué la Capacidad de un Horno de Vacío No Es un Número Único



















