Para limpiar correctamente un horno tubular de alúmina, primero debe asegurarse de que el horno esté apagado, desconectado de la corriente y se haya enfriado completamente a temperatura ambiente. Una vez frío, utilice un cepillo de cerdas suaves para desalojar suavemente los residuos sueltos y los depósitos de las paredes internas. Para cualquier residuo restante, limpie el tubo con un paño suave que no suelte pelusa ligeramente humedecido con alcohol y déjelo secar completamente antes de su próximo uso.
El principio fundamental de la limpieza de un tubo de alúmina no es el fregado agresivo, sino un procedimiento disciplinado. Su objetivo principal es eliminar los contaminantes sin introducir daños físicos o, lo que es más importante, choque térmico, que puede agrietar el tubo y estropear su equipo.

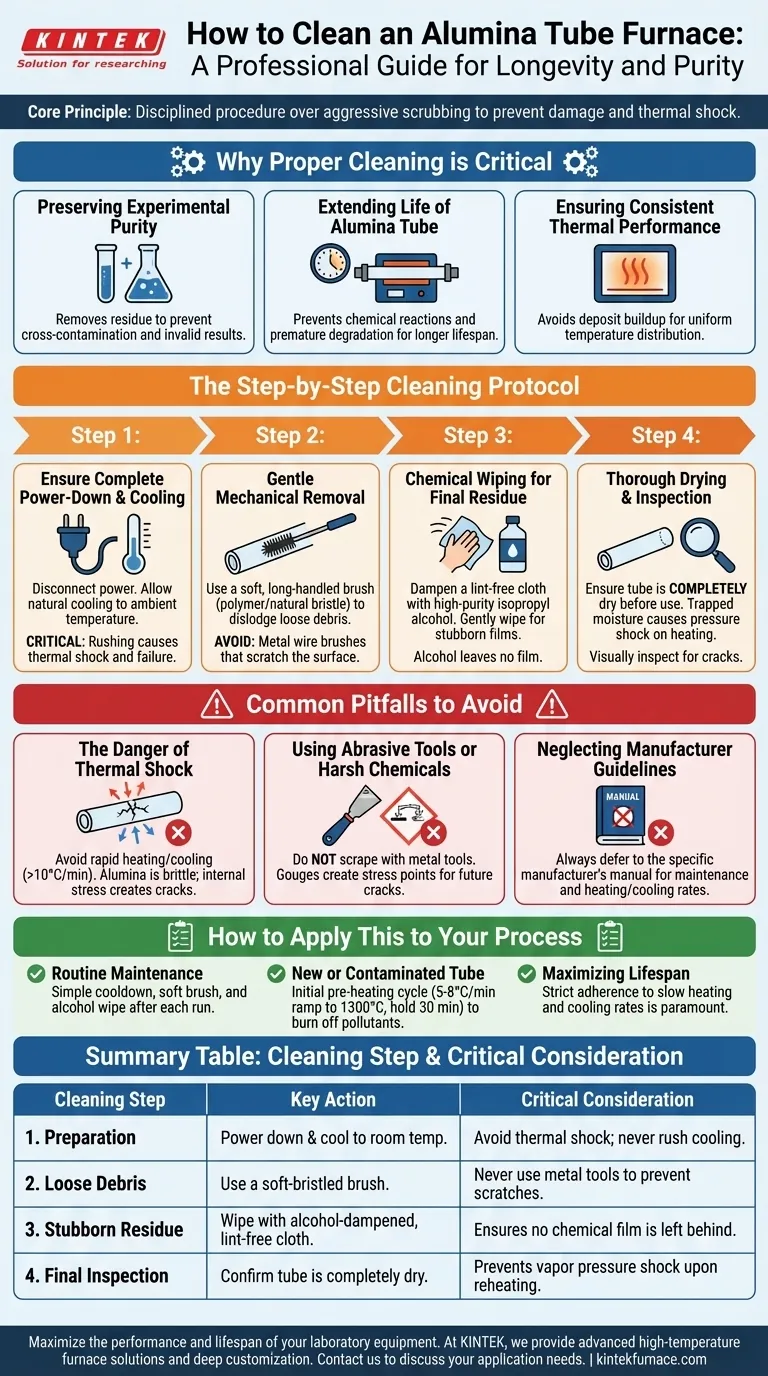
Por qué la limpieza adecuada es fundamental
Comprender el propósito detrás del procedimiento ayuda a garantizar la longevidad y precisión de su horno. La alúmina se elige por su resistencia a altas temperaturas y su inercia química, pero no es indestructible.
Preservar la pureza experimental
Cualquier residuo dejado de un proceso anterior puede convertirse en un contaminante en su próximo experimento. La contaminación cruzada puede invalidar los resultados, especialmente en aplicaciones sensibles de ciencia de materiales o síntesis química.
Extender la vida útil de su tubo de alúmina
La limpieza regular y suave evita la acumulación de materiales que podrían reaccionar químicamente con la alúmina a altas temperaturas durante largos períodos. Este mantenimiento proactivo ayuda a prevenir la degradación prematura y extiende la vida útil operativa del tubo.
Asegurar un rendimiento térmico constante
Una capa gruesa de depósitos puede actuar como aislante, creando una distribución de temperatura desigual a lo largo del tubo. Esto interrumpe el entorno de calentamiento uniforme que es una de las funciones clave de un horno tubular de alta calidad.
El protocolo de limpieza paso a paso
Siga esta secuencia rigurosamente para garantizar tanto la seguridad como la eficacia. Consulte siempre las directrices del fabricante de su horno específico si difieren.
Paso 1: Asegure el apagado completo y el enfriamiento
Antes de cualquier contacto físico, desconecte el horno de su fuente de alimentación. Permita que el tubo se enfríe naturalmente hasta la temperatura ambiente. Apresurar este paso es la causa más común de fallo del tubo.
Paso 2: Eliminación mecánica suave
Utilice un cepillo de cerdas largas y suaves (como un cepillo tubular de polímero o cerdas naturales) para barrer cualquier polvo o depósito suelto. Nunca utilice un cepillo de alambre metálico, ya que rayará y debilitará la superficie de alúmina.
Paso 3: Limpieza química para residuos finales
Para películas o residuos persistentes, humedezca un paño que no suelte pelusa con un disolvente de alta pureza como alcohol isopropílico. Limpie suavemente la superficie interior. El alcohol actúa como disolvente para levantar los contaminantes sin dejar una película propia.
Paso 4: Secado completo e inspección
Asegúrese de que el tubo esté completamente seco antes de reinstalarlo o ejecutar el próximo ciclo de calentamiento. La humedad atrapada o el disolvente pueden vaporizarse rápidamente al calentarse, creando un choque de presión que puede agrietar el tubo. Inspeccione visualmente si hay nuevas grietas o daños.
Errores comunes a evitar
Los errores durante la operación o la limpieza son más perjudiciales que el proceso en sí. Comprender estos riesgos es esencial.
El peligro del choque térmico
La alúmina, aunque resistente al calor intenso, es un material cerámico que es quebradizo y muy susceptible al choque térmico. El calentamiento o enfriamiento rápido crea tensión interna que conduce a grietas.
Como regla general, las velocidades de calentamiento y enfriamiento no deben exceder los 10°C por minuto. Un enfriamiento lento y controlado es tan importante como un calentamiento lento y controlado.
Uso de herramientas abrasivas o productos químicos agresivos
Evite la tentación de raspar los depósitos quemados con herramientas metálicas. Esto inevitablemente rayará la superficie del tubo, creando puntos de tensión donde se formarán grietas durante futuros ciclos térmicos. Limítese a cepillos suaves o, para casos extremos, a un trozo de madera o plástico blando.
Ignorar las directrices del fabricante
La información proporcionada aquí es una guía general. El fabricante de su horno ha realizado pruebas exhaustivas en su composición específica de alúmina y diseño de horno. Su manual es su fuente de verdad definitiva para los procedimientos de mantenimiento y las tasas de calentamiento/enfriamiento.
Cómo aplicar esto a su proceso
Su estrategia de limpieza y mantenimiento debe alinearse con su caso de uso específico.
- Si su enfoque principal es el mantenimiento de rutina: Un simple enfriamiento, cepillado suave y limpieza con alcohol después de cada ciclo es el procedimiento más eficaz y seguro.
- Si su enfoque principal es preparar un tubo nuevo o contaminado: Realice un ciclo de precalentamiento inicial aumentando la temperatura a 5-8°C/min hasta 1300°C y manteniéndola durante 30 minutos para quemar contaminantes de fabricación o residuos desconocidos.
- Si su enfoque principal es maximizar la vida útil del equipo: Adherirse estrictamente a las tasas lentas de calentamiento y enfriamiento es más crítico que cualquier otro factor individual.
El mantenimiento adecuado es la clave para garantizar que su horno ofrezca resultados seguros, fiables y repetibles durante años.
Tabla de resumen:
| Paso de limpieza | Acción clave | Consideración crítica |
|---|---|---|
| 1. Preparación | Apagar y enfriar a temperatura ambiente. | Evitar el choque térmico; nunca apresurar el enfriamiento. |
| 2. Escombros sueltos | Usar un cepillo de cerdas suaves. | Nunca usar herramientas metálicas para evitar arañazos. |
| 3. Residuo persistente | Limpiar con paño sin pelusa humedecido con alcohol. | Asegura que no quede película química. |
| 4. Inspección final | Confirmar que el tubo esté completamente seco. | Previene el choque de presión de vapor al recalentar. |
Maximice el rendimiento y la vida útil de su equipo de laboratorio.
En KINTEK, entendemos que los resultados precisos y fiables dependen de herramientas bien mantenidas. Aprovechando una I+D excepcional y la fabricación interna, proporcionamos a diversos laboratorios soluciones avanzadas de hornos de alta temperatura, incluidos Hornos Tubulares y Sistemas CVD/PECVD. Nuestra sólida capacidad de personalización profunda nos permite satisfacer con precisión sus requisitos experimentales únicos.
Permita que nuestra experiencia apoye su investigación. Contacte con KINTEK hoy mismo para analizar las necesidades de su aplicación y descubrir cómo nuestras robustas soluciones de hornos pueden mejorar la eficiencia y precisión de su laboratorio.
Guía Visual
Productos relacionados
- Horno tubular de laboratorio de alta temperatura de 1400℃ con tubo de alúmina
- Horno tubular de laboratorio de alta temperatura de 1700℃ con tubo de alúmina
- Horno de Tubo de Condensación para Extracción y Purificación de Magnesio
- Horno tubular vertical de cuarzo para laboratorio Horno tubular
- Horno tubular de vacío de laboratorio de alta presión Horno tubular de cuarzo
La gente también pregunta
- ¿Por qué se requiere un horno tubular de alta temperatura para la calcinación de NiWO4? Logrando materiales de cátodo de alto rendimiento
- ¿Qué es un horno tubular de alta temperatura? Logre un control preciso del calor y la atmósfera
- ¿Cómo facilita un horno tubular de alta temperatura la difusión por fusión de azufre? Calentamiento de precisión para cátodos PCFC/S
- ¿Qué factores deben considerarse al seleccionar un horno tubular de alta temperatura? Garantice precisión y fiabilidad para su laboratorio
- ¿Cuál es el mecanismo de un horno de alta temperatura en el sinterizado de Bi-2223? Lograr una transformación de fase de precisión



















