En esencia, el carburizado al vacío es excepcionalmente adecuado para aceros de alto rendimiento porque su control de precisión sobre la temperatura, el flujo de gas y el tiempo permite la creación de una capa endurecida altamente uniforme y optimizada, lo cual es crítico para estas aleaciones avanzadas. El proceso opera en un ambiente limpio y libre de oxígeno, lo que previene la oxidación de la superficie y permite que el carbono se difunda en el acero con una consistencia inigualable. Esto conduce directamente a propiedades metalúrgicas superiores y a una distorsión significativamente reducida de la pieza en comparación con los métodos tradicionales.
La ventaja fundamental del carburizado al vacío es su capacidad para gestionar con precisión el proceso de difusión de carbono sin la interferencia de la oxidación superficial. Este nivel de control es lo que libera todo el potencial de las aleaciones de alto rendimiento, dando como resultado componentes que no solo son más fuertes sino también dimensionalmente más estables después del tratamiento térmico.

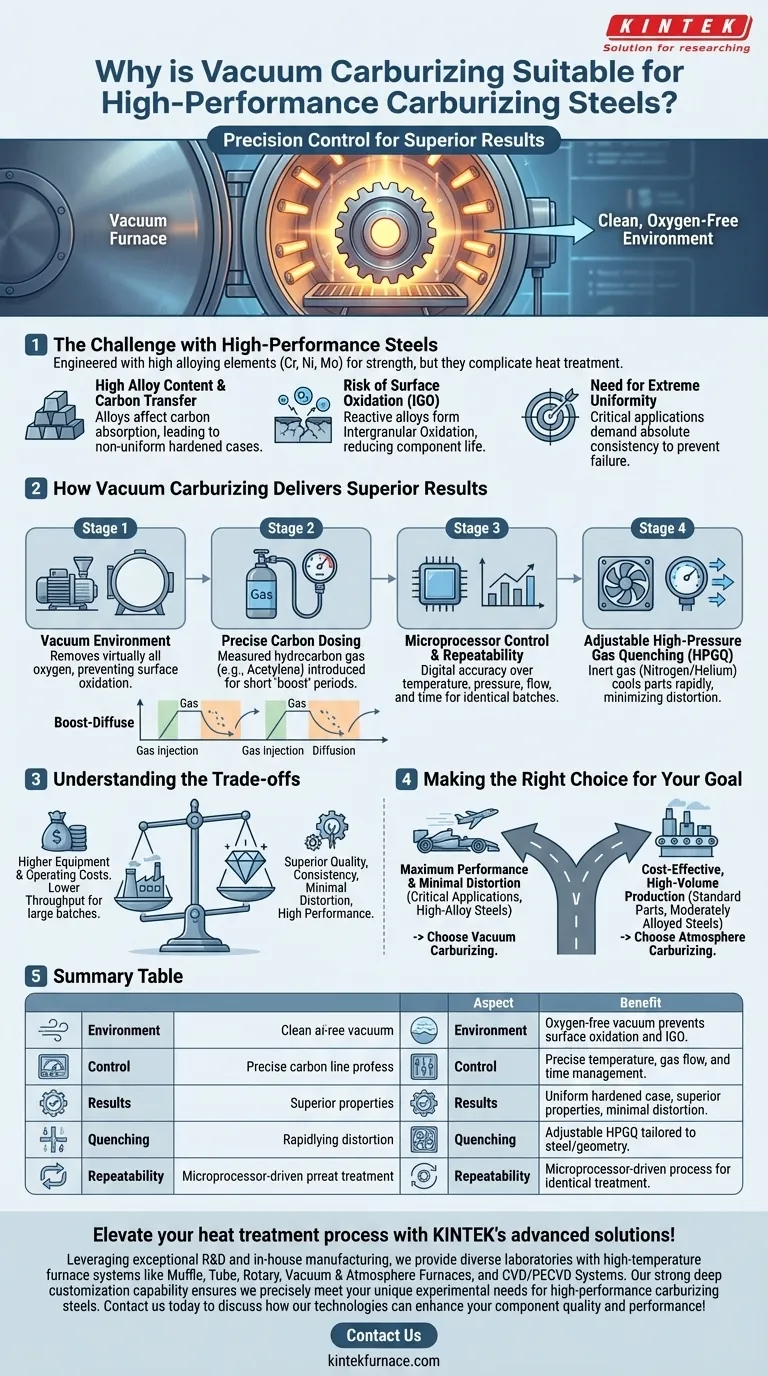
El desafío con los aceros de alto rendimiento
Los aceros de carburización de alto rendimiento están diseñados con cantidades significativas de elementos de aleación como cromo, níquel y molibdeno. Si bien estos elementos proporcionan una resistencia y tenacidad superiores, también complican el proceso de tratamiento térmico.
Alto contenido de aleación y transferencia de carbono
Los elementos de aleación pueden afectar la facilidad con que el carbono es absorbido en la superficie del acero. El carburizado en atmósfera tradicional puede tener dificultades para entregar una concentración de carbono consistente, lo que lleva a una capa endurecida no uniforme y un rendimiento impredecible.
El riesgo de oxidación superficial
En los hornos convencionales, se utiliza una atmósfera protectora para evitar que el acero reaccione con el oxígeno. Sin embargo, esta atmósfera es imperfecta. Los elementos de aleación en los aceros de alto rendimiento son a menudo altamente reactivos con cualquier traza de oxígeno, formando una capa de óxido microscópica que puede inhibir o bloquear la absorción de carbono. Este fenómeno se conoce como oxidación intergranular (OIG), una causa principal de la reducción de la vida útil de los componentes.
La necesidad de una uniformidad extrema
Las aplicaciones para estos aceros —como engranajes aeroespaciales, componentes de carreras de alto rendimiento y cojinetes especializados— exigen una consistencia absoluta. Cualquier variación en la profundidad o dureza de la capa a través de la superficie de una pieza puede crear un punto de concentración de estrés, lo que lleva a una falla prematura bajo cargas elevadas.
Cómo el carburizado al vacío ofrece resultados superiores
El carburizado al vacío rediseña fundamentalmente el proceso para superar las limitaciones de los métodos atmosféricos. Es un proceso de "impulso-difusión" sin equilibrio, llevado a cabo en una serie de pasos precisos y controlados digitalmente.
El papel del ambiente de vacío
El proceso comienza colocando las piezas en un horno y bombeando hasta lograr un vacío casi perfecto. Este paso elimina prácticamente todo el oxígeno y otros gases atmosféricos. Al crear una pizarra limpia, el proceso asegura que la superficie del acero sea perfectamente receptiva al carbono y que no pueda ocurrir oxidación superficial.
Dosificación precisa de carbono
En lugar de una "inmersión" constante en un gas rico en carbono, el carburizado al vacío introduce una cantidad precisa y medida de un gas hidrocarburo (típicamente acetileno) durante un corto período. Esta fase de "impulso" sobresatura rápidamente la superficie con carbono. Luego se cierra el gas y comienza una fase de difusión, permitiendo que el carbono absorbido migre más profundamente en la pieza bajo una temperatura y tiempo controlados con precisión. Este ciclo se puede repetir para lograr el perfil de carbono deseado exacto.
Control por microprocesador y repetibilidad
Todo el proceso está gobernado por un microprocesador. Cada variable —temperatura, presión, caudal de gas y tiempo— es monitoreada y controlada con precisión digital. Esto asegura que cada pieza en un lote, y cada lote a lo largo del tiempo, reciba un tratamiento idéntico, garantizando resultados consistentes y reproducibles.
Temple ajustable con gas a alta presión (HPGQ)
Después del carburizado, las piezas deben ser templadas (enfriadas rápidamente) para alcanzar la dureza final. En lugar de usar aceite, que causa una distorsión significativa y requiere limpieza, los hornos de vacío utilizan temple con gas a alta presión. La presión y la velocidad de un gas inerte como el nitrógeno o el helio se pueden ajustar con precisión, lo que permite adaptar la velocidad de enfriamiento al acero específico y a la geometría de la pieza, minimizando así la distorsión.
Comprendiendo las compensaciones
Si bien los beneficios son claros, el carburizado al vacío no es un reemplazo universal para todos los tratamientos térmicos. Comprender sus limitaciones es clave para tomar una decisión informada.
Costos de equipo y operativos
Los hornos de vacío representan una inversión de capital significativa en comparación con los hornos de atmósfera tradicionales. Los gases de alta pureza y los sofisticados sistemas de control también contribuyen a mayores costos operativos por pieza.
Tamaño del lote y rendimiento
Generalmente, los hornos de vacío están diseñados para tamaños de lote más pequeños que los grandes hornos atmosféricos continuos. Para los fabricantes que producen inmensas cantidades de componentes menos críticos, el menor rendimiento de un horno de vacío puede ser un factor limitante.
Tomando la decisión correcta para su objetivo
La decisión de usar el carburizado al vacío debe estar impulsada por los requisitos de rendimiento del componente final.
- Si su enfoque principal es el máximo rendimiento y la mínima distorsión: El carburizado al vacío es la opción definitiva para aplicaciones críticas que utilizan aceros de alta aleación, como en la industria aeroespacial, los deportes de motor o la maquinaria industrial de alta gama.
- Si su enfoque principal es la producción rentable y de alto volumen de piezas estándar: El carburizado en atmósfera tradicional en aceros moderadamente aleados puede seguir siendo la solución más económica, siempre que su variabilidad inherente sea aceptable para la aplicación.
En última instancia, adoptar el carburizado al vacío es una decisión estratégica para priorizar la calidad y la previsibilidad de los componentes sobre el volumen de producción bruto.
Tabla resumen:
| Aspecto | Beneficio del Carburizado al Vacío |
|---|---|
| Entorno | El vacío libre de oxígeno previene la oxidación superficial y la oxidación intergranular (OIG) |
| Control | Control preciso de temperatura, flujo de gas y tiempo para una difusión consistente del carbono |
| Resultados | Capa endurecida uniforme, propiedades metalúrgicas superiores y mínima distorsión de la pieza |
| Templado | Templado con gas a alta presión (HPGQ) ajustable y adaptado al acero y la geometría de la pieza |
| Repetibilidad | Proceso controlado por microprocesador que asegura un tratamiento idéntico en todos los lotes |
¡Eleve su proceso de tratamiento térmico con las soluciones avanzadas de KINTEK! Aprovechando una excepcional I+D y fabricación interna, proporcionamos a diversos laboratorios sistemas de hornos de alta temperatura como Hornos de Mufla, Tubo, Rotatorios, de Vacío y Atmósfera, y Sistemas CVD/PECVD. Nuestra fuerte capacidad de personalización profunda asegura que satisfacemos precisamente sus necesidades experimentales únicas para aceros de carburización de alto rendimiento. Contáctenos hoy para discutir cómo nuestras tecnologías pueden mejorar la calidad y el rendimiento de sus componentes.
Guía Visual
Productos relacionados
- Horno de sinterización y soldadura para tratamiento térmico en vacío
- Horno de sinterización al vacío para tratamiento térmico Horno de sinterización al vacío para alambre de molibdeno
- Horno de sinterización de tratamiento térmico al vacío con presión para sinterización al vacío
- Pequeño horno de tratamiento térmico al vacío y sinterización de alambre de tungsteno
- Horno de fusión de inducción de vacío y horno de fusión de arco
La gente también pregunta
- ¿Cuál es uno de los usos más importantes de los hornos de tratamiento térmico al vacío en la industria aeroespacial? Lograr una Resistencia Superior en Aleaciones Aeronáuticas
- ¿Cómo afecta el tratamiento térmico al vacío a la estructura de grano de las aleaciones metálicas? Lograr un control preciso de la microestructura
- ¿Cuál es la función de los hornos industriales de tratamiento térmico al vacío? Elevar la calidad del acero martensítico impreso en 3D
- ¿Cuáles son las ventajas técnicas de utilizar lámina de Ti-35Ni-25Nb? Alta tenacidad y estabilidad de la fase beta.
- ¿Cuál es la importancia del soldado al vacío en la fabricación moderna? Logre uniones fuertes y puras para aplicaciones críticas



















