
La Ilusión de la Caja Simple
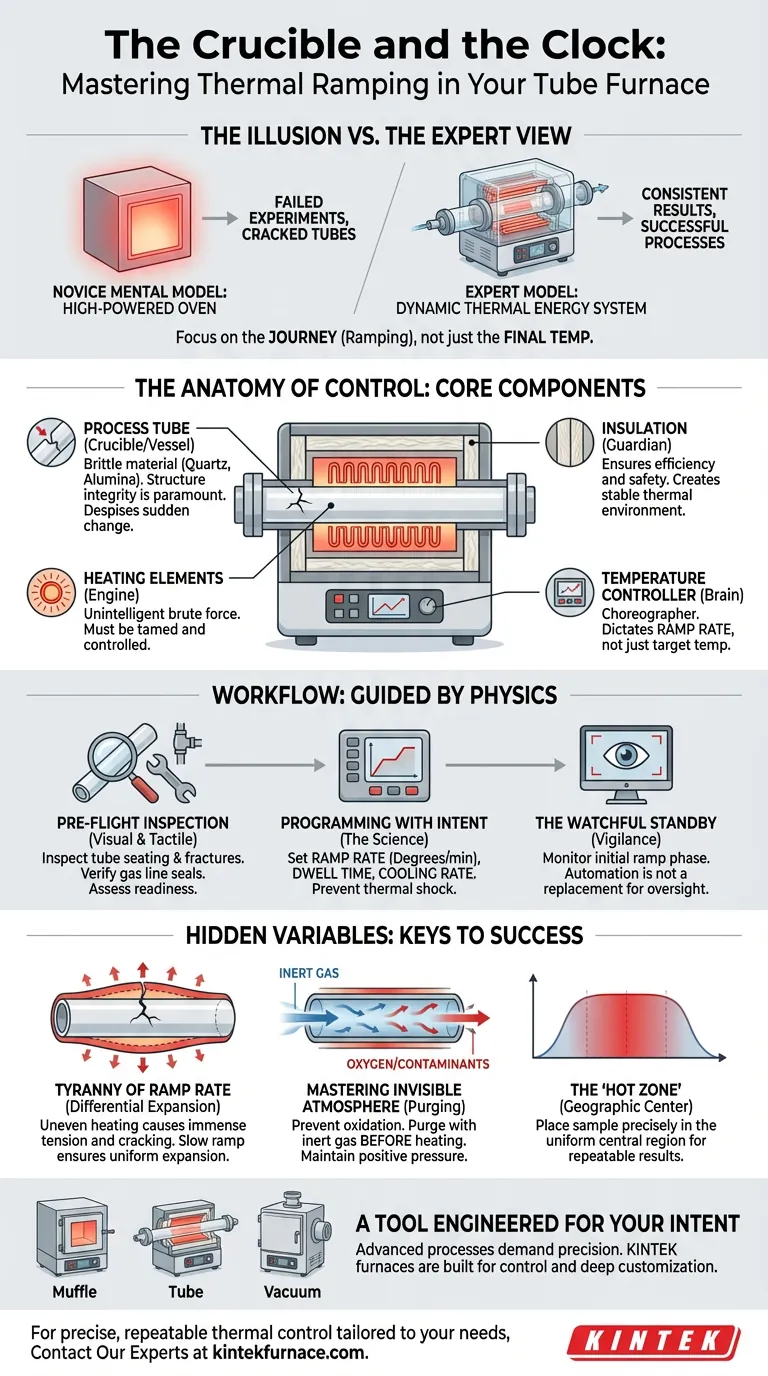
Un horno tubular parece engañosamente simple. Es una caja aislada que se calienta mucho. Para el novato, es un horno de alta potencia. Pones algo dentro, ajustas una temperatura y esperas.
Este modelo mental es la principal fuente de experimentos fallidos, tubos de proceso agrietados y resultados inconsistentes.
Un experto ve algo diferente. No ve una caja; ve un sistema dinámico para gestionar la energía térmica a lo largo del tiempo. La variable más crítica no es la temperatura final, sino el viaje para llegar a ella. El secreto del éxito radica en comprender la física de la transferencia de calor y la psicología de la paciencia.
La Anatomía del Control
Para ir más allá de la mentalidad de "horno", debemos reformular los componentes centrales del horno no como partes, sino como instrumentos de control.
- El Tubo de Proceso: No es solo un contenedor. Es un crisol, un recipiente de reacción donde la integridad de su estructura es primordial. Materiales como el cuarzo y la alúmina son fuertes, pero quebradizos. Desprecian los cambios repentinos.
- Los Elementos Calefactores: Son el motor, pero son poco inteligentes. Simplemente irradian energía cuando se les ordena. Su fuerza bruta debe ser domada.
- El Aislamiento: Es el guardián de la eficiencia y la seguridad. Asegura que la gran mayoría de la energía se dirija hacia adentro, creando un entorno térmico estable y uniforme.
- El Controlador de Temperatura: Es el cerebro. Es el coreógrafo de todo el proceso térmico. Su función más importante no es establecer un objetivo, sino dictar la tasa de rampa, la velocidad de ascenso y descenso de la temperatura.
Un Flujo de Trabajo Guiado por la Física, No por Botones
La interacción de un profesional con un horno es un diálogo deliberado y sistemático. Es menos encenderlo y más prepararlo para una actuación exigente.
H3: La Inspección Pre-Vuelo
Antes de aplicar cualquier energía, una inspección visual y táctil es fundamental. ¿Está el tubo de proceso correctamente asentado? ¿Hay alguna fisura capilar de la ejecución anterior? Si se utiliza una atmósfera controlada, ¿están las líneas de gas seguras y sin fugas? Esto no es una lista de verificación; es una evaluación de la preparación del sistema para soportar un estrés extremo.
H3: Programación con Intención
Aquí es donde ocurre la ciencia. En lugar de marcar una temperatura final y presionar "inicio", se programa un perfil térmico.
- Tasa de Rampa: ¿Cuántos grados por minuto aumentará la temperatura? Esta es la configuración más crítica para prevenir el choque térmico. Una rampa lenta y suave permite que el material del tubo se expanda uniformemente, previniendo el estrés y la falla.
- Tiempo de Permanencia: ¿Cuánto tiempo mantendrá el horno la temperatura máxima? Esto asegura que la muestra se caliente completamente y que la reacción o proceso deseado tenga tiempo de completarse.
- Tasa de Enfriamiento: Un enfriamiento controlado a menudo es tan importante como el calentamiento. Permitir que el horno se enfríe demasiado rápido también puede inducir choque térmico, agrietando el tubo o comprometiendo la estructura cristalina de la muestra.
H3: La Vigilia Atenta
Incluso con un ciclo perfectamente programado, la fase inicial es crucial. Un profesional monitorea la primera etapa de la rampa para asegurar que el sistema responde como se espera. La automatización es una herramienta para la repetibilidad, no un reemplazo de la vigilancia.
Las Variables Ocultas que Dictan el Éxito
Simplemente seguir los pasos no es suficiente. El dominio requiere una comprensión intuitiva de las fuerzas invisibles en juego dentro de ese tubo incandescente.
H3: La Tiranía de la Tasa de Rampa
¿Por qué calentar un tubo demasiado rápido es tan catastrófico? La respuesta es la expansión diferencial. Cuando la superficie interna de un tubo cerámico se calienta más rápido que la superficie externa, se expande más rápidamente. Esto crea una inmensa tensión interna, y dado que la cerámica es quebradiza, esa tensión se libera de la única manera posible: una grieta. Una tasa de rampa lenta asegura que todo el tubo se caliente como una unidad, eliminando este estrés.
H3: Dominando la Atmósfera Invisible
Para muchos procesos, el aire que respiramos es un contaminante. Prevenir la oxidación requiere reemplazarlo con un gas inerte como argón o nitrógeno. Esto no es una acción única sino un proceso. El tubo debe ser purgado *antes* de que comience el calentamiento, y se debe mantener una ligera presión positiva durante todo el ciclo para evitar que el oxígeno vuelva a entrar. La atmósfera es un ingrediente activo en su experimento.
H3: El Centro Geográfico del Calor: La "Zona Caliente"
Ningún horno tubular tiene una temperatura perfectamente uniforme de extremo a extremo. El calor inevitablemente escapa por las aberturas. El resultado es una región central estable conocida como la "zona caliente", donde la temperatura es precisamente la que indica el controlador. Conocer las dimensiones específicas de la zona caliente de su horno y colocar su muestra justo en ella es la clave para obtener resultados precisos y repetibles.
| Acción Clave | Propósito de Ingeniería | Detalle Crítico para el Éxito |
|---|---|---|
| Chequeo Pre-Operación | Mitigar riesgos y asegurar la preparación | Inspeccionar el tubo en busca de microfisuras; verificar sellos de líneas de gas. |
| Programación de Perfil | Controlar la tasa de cambio físico | Establecer una tasa de rampa lenta (ej. 5-10°C/min) para evitar el choque térmico. |
| Control de Atmósfera | Crear un ambiente no reactivo | Purgar el tubo con gas inerte antes de iniciar el ciclo de calentamiento. |
| Colocación de Muestra | Asegurar precisión y repetibilidad del proceso | Posicionar la muestra precisamente dentro de la "zona caliente" calibrada. |
Una Herramienta Diseñada para su Intención
Su objetivo dicta la precisión que requiere. Un proceso de secado simple puede tolerar un horno básico. Pero para la síntesis de materiales avanzados, el crecimiento de cristales o la deposición química de vapor (CVD), cada variable importa. La tasa de rampa debe ser exacta, la zona caliente perfectamente uniforme y el control atmosférico impecable.
Este nivel de precisión requiere un horno construido no solo para calentarse, sino para ser controlado. En KINTEK, nuestra base en I+D y fabricación nos permite construir hornos de mufla, tubulares y de vacío diseñados para este propósito. Cuando su proceso exige un perfil térmico único, complejo o implacable, nuestra capacidad para personalizar profundamente un sistema para sus necesidades específicas se vuelve esencial. Nosotros proporcionamos el control, para que usted pueda centrarse en el descubrimiento.
Cuando su proceso requiere un control térmico preciso y repetible adaptado a sus materiales únicos, un horno estándar ya no es suficiente. Para explorar un sistema diseñado en torno a sus necesidades térmicas y atmosféricas específicas, Contacte a Nuestros Expertos.
Guía Visual
Productos relacionados
- Horno de Tubo Rotatorio de Funcionamiento Continuo Sellado al Vacío Horno de Tubo Giratorio
- Horno tubular de laboratorio de alta temperatura de 1400℃ con tubo de alúmina
- Horno tubular de laboratorio de alta temperatura de 1700℃ con tubo de alúmina
- Horno de Tubo de Condensación para Extracción y Purificación de Magnesio
- Horno tubular de vacío de laboratorio de alta presión Horno tubular de cuarzo
Artículos relacionados
- El Arte del Aislamiento: Dominando las Propiedades de los Materiales con Hornos Tubulares
- Más allá del calor: la psicología de la precisión en un horno tubular
- Más allá del calor: Dominando el universo controlado dentro de un horno tubular
- Más allá del calor: el arte del control en un horno tubular
- Más allá del calor: el poder oculto del control ambiental en los hornos tubulares



















