El calentamiento por inducción logra una precisión excepcional porque trata la generación de calor como un parámetro eléctrico programable, no como un proceso térmico externo. Al ajustar con precisión la corriente, la frecuencia y la duración de un campo electromagnético, se obtiene un control directo e instantáneo sobre dónde se genera el calor dentro de un material conductor, qué tan profundo penetra y qué tan rápido se alcanza la temperatura objetivo.
La ventaja principal de la inducción es su capacidad para generar calor directamente dentro de la propia pieza. Esto elimina el retardo térmico y las ineficiencias de las fuentes de calor externas, como llamas u hornos, lo que permite un nivel de velocidad, localización y repetibilidad inigualable por los métodos convencionales.
La física de la precisión: cómo funciona la inducción
Para comprender por qué la inducción es tan precisa, primero debe comprender su mecanismo fundamental. A diferencia de un horno que calienta el aire alrededor de una pieza, la inducción convierte la pieza en su propia fuente de calor.
Principio 1: Generación de calor interna directa
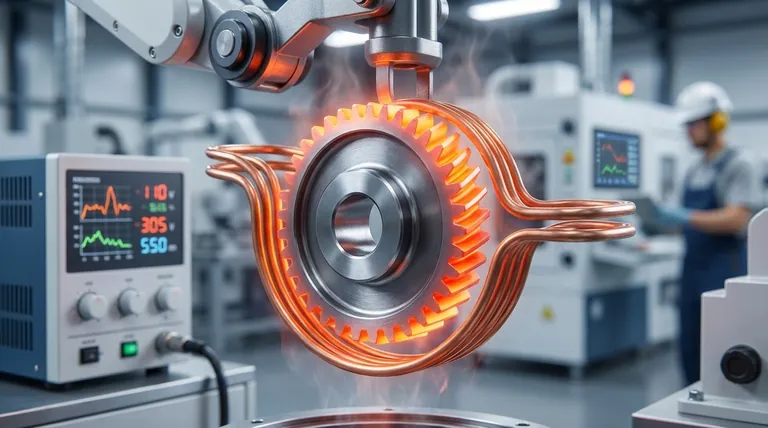
Un calentador de inducción utiliza una corriente alterna que fluye a través de una bobina de cobre para crear un potente campo magnético oscilante. Cuando una pieza de trabajo conductora (como el acero) se coloca dentro de este campo, induce corrientes eléctricas, conocidas como corrientes de Foucault, a fluir dentro del material.
La resistencia natural del material al flujo de estas corrientes de Foucault genera calor instantáneo y localizado, un fenómeno llamado efecto Joule. No hay llama externa ni elemento calefactor; el calor nace directamente dentro de la pieza.
Principio 2: Entrega de energía precisa mediante control eléctrico
Este mecanismo de calentamiento interno se rige por leyes eléctricas predecibles, lo que le proporciona tres palancas principales para el control.
- Corriente y potencia: La magnitud de la corriente en la bobina dicta la intensidad del campo magnético. Un ajuste de potencia más alto aumenta la velocidad de entrega de energía, lo que permite un calentamiento extremadamente rápido.
- Frecuencia: La frecuencia de la corriente alterna es el parámetro más crítico para la precisión. Controla la profundidad de penetración del calor debido a un principio llamado efecto piel. Las frecuencias más altas confinan las corrientes de Foucault a una capa muy delgada en la superficie, lo cual es ideal para el endurecimiento superficial. Las frecuencias más bajas permiten que el calor penetre más profundamente en la pieza.
- Tiempo: La duración durante la cual se aplica el campo magnético determina la energía total absorbida por la pieza de trabajo y, por lo tanto, su temperatura final. Los sistemas modernos controlan esto con precisión de milisegundos.
Principio 3: Zonas de calor dirigidas mediante la geometría de la bobina
La precisión de la inducción no es solo eléctrica; también es física. La forma y proximidad de la bobina de inducción dictan la forma del campo magnético.
Esto significa que puede diseñar una bobina que refleje con precisión la geometría del área que desea calentar. Puede calentar los dientes de un engranaje mientras deja el cubo frío, o calentar una banda estrecha en un eje para un ajuste por contracción sin afectar el resto del componente.
Traduciendo el control en excelencia de fabricación
Esta combinación de control eléctrico y físico proporciona beneficios tangibles en entornos de fabricación de alto rendimiento.
Repetibilidad inigualable
Debido a que el proceso se define por variables eléctricas estables (voltios, amperios, Hz) y tiempo, es excepcionalmente repetible. Una vez que se establece un perfil de calentamiento, el sistema puede ejecutarlo miles de veces con prácticamente ninguna desviación, asegurando una calidad constante desde la primera pieza hasta la última.
Tratamiento térmico localizado
La capacidad de calentar solo una porción específica de un componente es una ventaja transformadora. Esto minimiza el desperdicio de energía y, lo que es más importante, reduce la distorsión y el alabeo de las piezas al dejar la mayor parte del material frío e inafectado estructuralmente.
Ciclos rápidos de calentamiento y enfriamiento
La inducción puede llevar la superficie de un metal a su temperatura objetivo en segundos. Esta velocidad no es solo para la eficiencia; permite transformaciones metalúrgicas, como la creación de una estructura martensítica de grano fino en acero, que son difíciles o imposibles de lograr con la lenta inercia térmica de un horno.
Comprensión de las compensaciones y consideraciones
Aunque es potente, la inducción no es una solución universal. Lograr su precisión requiere una comprensión clara de sus requisitos operativos.
El papel crítico del diseño de la bobina
El mantra del calentamiento por inducción es "la bobina es clave". La precisión del proceso depende totalmente de una bobina diseñada y fabricada correctamente. Cada geometría de pieza única a menudo requiere una bobina personalizada, lo que representa una inversión significativa en ingeniería y utillaje.
Dependencia del material
El calentamiento por inducción solo funciona en materiales que son eléctricamente conductores. Su eficiencia varía drásticamente según la resistividad del material y, para materiales magnéticos como el acero al carbono, su permeabilidad magnética. Es ineficaz para calentar aislantes como cerámicas o la mayoría de los polímeros sin el uso de un susceptible conductor.
Costo inicial del sistema
La inversión de capital inicial para una fuente de alimentación de alta frecuencia, un sistema de refrigeración y un trabajo de bobina personalizado puede ser sustancialmente mayor que para un simple horno de gas o una configuración de antorcha. El retorno de esta inversión se realiza a través de un mayor rendimiento, una calidad superior, una reducción de chatarra y un menor consumo de energía por pieza.
¿Es la inducción la opción correcta para su aplicación?
Elegir la tecnología de calentamiento adecuada depende totalmente de su objetivo de fabricación específico.
- Si su enfoque principal es el endurecimiento superficial repetible de gran volumen: La inducción es la opción superior debido a su velocidad, control preciso de la profundidad a través de la frecuencia y consistencia de pieza a pieza.
- Si su enfoque principal es la unión de ensamblajes complejos (soldadura fuerte/blanda): El calentamiento localizado de la inducción minimiza el riesgo de daño térmico a componentes sensibles cercanos.
- Si su enfoque principal es el tratamiento térmico en masa o la liberación de tensiones en piezas grandes y simples: Un horno de lote convencional puede ser una solución más práctica y rentable.
- Si está procesando materiales no conductores: La inducción no es una solución directa y requeriría explorar otras tecnologías o el uso de un susceptible conductor.
En última instancia, adoptar el calentamiento por inducción significa cambiar su perspectiva de gestionar la temperatura a programar la energía.
Tabla de resumen:
| Parámetro de control clave | Impacto en la precisión | Ideal para |
|---|---|---|
| Frecuencia | Controla la profundidad de penetración del calor (efecto piel) | Endurecimiento superficial, control de profundidad de capa |
| Potencia y corriente | Determina la velocidad de entrega de energía y la velocidad de calentamiento | Ciclos de calentamiento rápidos, alto rendimiento |
| Geometría de la bobina | Define la forma y la ubicación de la zona de calor | Calentamiento dirigido de geometrías de piezas complejas |
| Tiempo | Gobierna la energía total absorbida y la temperatura final | Perfiles de temperatura precisos, ciclos repetibles |
¿Listo para programar la precisión en su proceso de fabricación?
En KINTEK, aprovechamos nuestra excepcional I+D y nuestras capacidades de fabricación internas para proporcionar soluciones avanzadas de procesamiento térmico. Nuestra experiencia en tecnología de hornos de alta temperatura se extiende a los sistemas de calentamiento por inducción de precisión.
Ya sea que su aplicación requiera un endurecimiento superficial rápido, soldadura fuerte localizada o tratamiento térmico complejo, nuestro equipo puede ayudarle a aprovechar el poder de la entrega de energía directa y programable. Nos especializamos en desarrollar soluciones personalizadas para satisfacer las demandas únicas de los entornos de fabricación de alto rendimiento.
Contacte con KINTEK hoy mismo para analizar cómo nuestras soluciones de calentamiento de precisión pueden mejorar su repetibilidad, reducir la distorsión e impulsar su eficiencia de producción.
Guía Visual

Productos relacionados
- Horno de sinterización y tratamiento térmico en vacío por inducción de 600T
- Horno de fusión de inducción de vacío y horno de fusión de arco
- Horno rotatorio eléctrico Pequeño horno rotatorio de trabajo continuo para la calefacción de la planta de pirólisis
- Máquina de horno de tubo CVD de múltiples zonas de calentamiento para equipos de deposición química de vapor
- Horno de tratamiento térmico al vacío con revestimiento de fibra cerámica
La gente también pregunta
- ¿Cuáles son las principales ventajas de los hornos de sinterización por prensado en caliente al vacío? Logre una densidad y pureza superiores en los materiales
- ¿Cómo protege el método de enfriamiento en horno los recubrimientos de CoCrFeNi(Cu) después del sinterizado por prensado en caliente al vacío? Prevención de grietas y oxidación para un rendimiento superior
- ¿Cuál es el valor de procesamiento central de un horno de sinterización de prensado en caliente al vacío? Dominio de la densidad de la aleación de magnesio AZ31
- ¿Cómo protege el entorno de vacío en un horno de sinterización de prensado en caliente al vacío las cerámicas que contienen cromo? Descúbrelo.
- ¿Cuáles son las ventajas de utilizar un horno de sinterización de prensa en caliente al vacío para preparar composites de matriz de cobre reforzados con nanotubos de carbono de alta densidad? Logre la máxima densidad y pureza para un rendimiento superior





