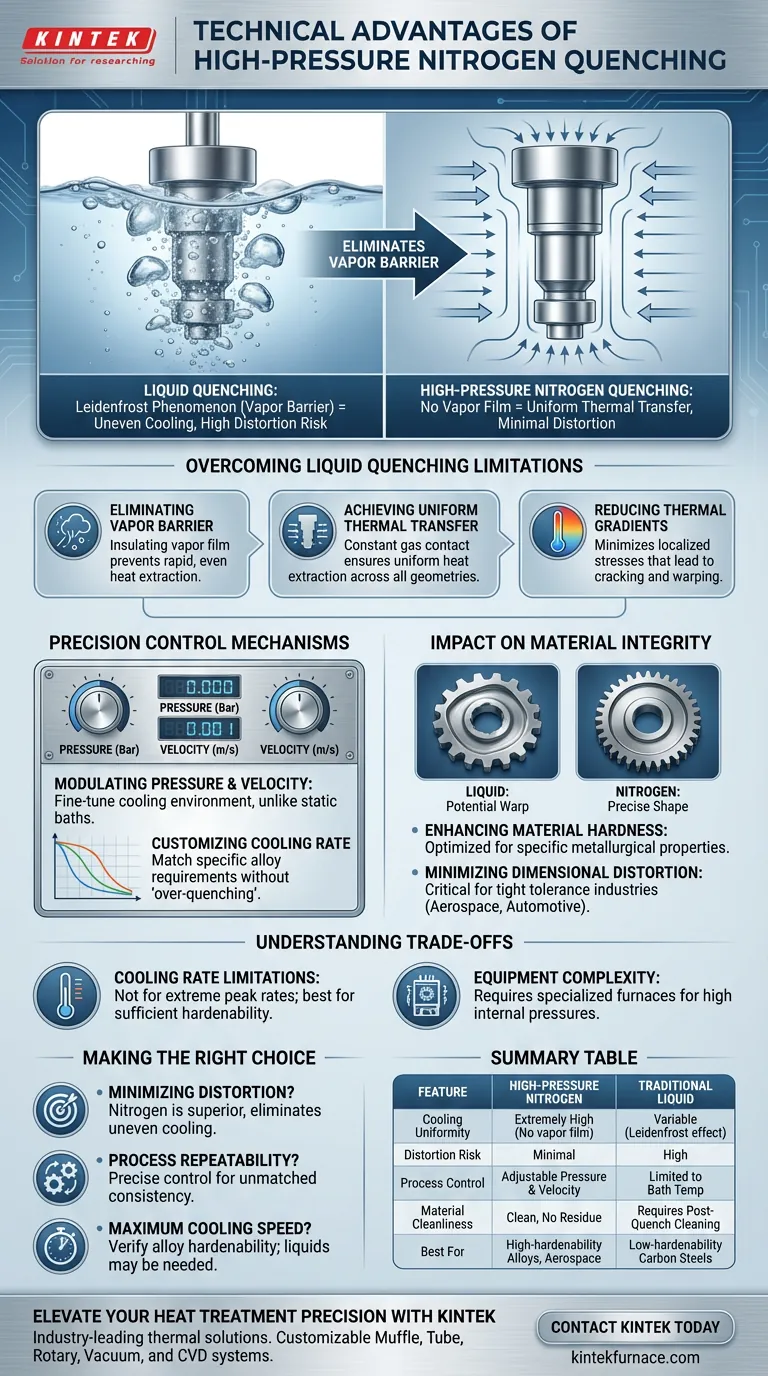
La principal ventaja técnica del temple con nitrógeno a alta presión es la eliminación del efecto de película de vapor, lo que resulta en un proceso de enfriamiento altamente uniforme y predecible. A diferencia de los medios líquidos, que pueden causar un enfriamiento irregular debido a la ebullición, el gas a alta presión permite un control preciso de las velocidades de enfriamiento, reduciendo significativamente la distorsión del material y manteniendo la dureza.
Al reemplazar los medios líquidos con nitrógeno a alta presión, se elimina el fenómeno de Leidenfrost, una barrera de vapor impredecible que aísla el metal. Esto asegura una transferencia térmica constante, permitiendo resultados metalúrgicos precisos y minimizando las imprecisiones dimensionales.

Superando las limitaciones del temple líquido
Eliminación de la barrera de vapor
El temple líquido tradicional a menudo sufre el fenómeno de Leidenfrost. Esto ocurre cuando se forma una película de vapor alrededor de la muestra caliente, aislándola y evitando una extracción de calor rápida y uniforme.
Logro de una transferencia térmica uniforme
El nitrógeno a alta presión evita por completo esta "fase de vapor". Dado que el gas mantiene un contacto constante con la superficie, la extracción de calor es uniforme en toda la geometría del componente.
Reducción de los gradientes térmicos
La uniformidad del temple con gas minimiza los gradientes térmicos localizados. Esto previene las tensiones internas que típicamente conducen a grietas o deformaciones durante el ciclo de enfriamiento.
Mecanismos de control de precisión
Modulación de la presión y la velocidad
Los operadores pueden ajustar finamente el entorno de enfriamiento ajustando dos variables clave: la presión del gas y la velocidad del flujo. Este nivel de control rara vez es alcanzable con baños líquidos estáticos.
Personalización de la velocidad de enfriamiento
Manipulando estas variables, se puede programar la velocidad de enfriamiento para que coincida con los requisitos específicos de la aleación. Esto asegura que el material alcance la transformación de fase deseada sin un "sobre-temple".
Impacto en la integridad del material
Mejora de la dureza del material
La capacidad de gestionar con precisión la curva de enfriamiento permite optimizar la dureza. El proceso se puede ajustar para lograr las propiedades metalúrgicas específicas requeridas para aplicaciones de alto rendimiento.
Minimización de la distorsión dimensional
Debido a que el enfriamiento es uniforme y controlado, el componente final conserva su forma con mayor precisión. Esta reducción de la distorsión es fundamental para industrias como la aeroespacial y la automotriz, donde las tolerancias dimensionales son estrictas.
Comprensión de las compensaciones
Limitaciones de la velocidad de enfriamiento
Si bien el nitrógeno a alta presión es versátil, puede que no logre las velocidades de enfriamiento pico extremas del agua o los aceites de baja viscosidad. Es más efectivo para materiales con suficiente templabilidad.
Complejidad del equipo
La implementación del temple con gas a alta presión requiere hornos especializados capaces de soportar altas presiones internas. Esto contrasta con los sistemas de contención más simples utilizados para el temple con aceite o agua.
Tomando la decisión correcta para su objetivo
Para determinar si el nitrógeno a alta presión es el medio correcto para su proceso de tratamiento térmico, considere sus objetivos metalúrgicos específicos:
- Si su principal objetivo es minimizar la distorsión: El nitrógeno a alta presión es la opción superior, ya que elimina el enfriamiento desigual causado por las películas de vapor.
- Si su principal objetivo es la repetibilidad del proceso: La capacidad de controlar con precisión la presión y la velocidad del flujo ofrece un nivel de consistencia que los baños líquidos no pueden igualar.
- Si su principal objetivo es la máxima velocidad de enfriamiento: Verifique que su aleación específica tenga suficiente templabilidad para ser completamente transformada por el enfriamiento con gas, ya que los líquidos aún pueden ser necesarios para metales de menor templabilidad.
El control preciso del medio de enfriamiento es la forma más efectiva de garantizar resultados de tratamiento térmico predecibles y de alta calidad.
Tabla resumen:
| Característica | Temple con nitrógeno a alta presión | Temple líquido tradicional |
|---|---|---|
| Uniformidad de enfriamiento | Extremadamente alta (sin película de vapor) | Variable (efecto Leidenfrost) |
| Riesgo de distorsión | Mínimo debido a gradientes uniformes | Alto debido a enfriamiento irregular |
| Control del proceso | Presión y velocidad del gas ajustables | Limitado a la temperatura del baño |
| Limpieza del material | Limpio, sin residuos en las piezas | Requiere limpieza posterior al temple |
| Mejor para | Aleaciones de alta templabilidad y aeroespacial | Aceros al carbono de baja templabilidad |
Mejore la precisión de su tratamiento térmico con KINTEK
No permita que las barreras de vapor impredecibles comprometan la integridad de su material. KINTEK ofrece soluciones térmicas líderes en la industria respaldadas por I+D y fabricación expertas. Nuestra diversa gama de sistemas de mufla, tubulares, rotatorios, de vacío y CVD son totalmente personalizables para satisfacer sus requisitos específicos de enfriamiento y presión.
Ya sea que esté minimizando la distorsión dimensional para componentes aeroespaciales o buscando una repetibilidad superior del proceso, nuestros hornos de alta temperatura ofrecen el control que necesita. Póngase en contacto con KINTEK hoy mismo para analizar las necesidades únicas de su proyecto y descubra cómo nuestra tecnología avanzada de hornos puede optimizar sus resultados metalúrgicos.
Guía Visual
Referencias
- Artificial Intelligence Modeling of the Heterogeneous Gas Quenching Process for Steel Batches Based on Numerical Simulations and Experiments. DOI: 10.3390/dynamics4020023
Este artículo también se basa en información técnica de Kintek Furnace Base de Conocimientos .
Productos relacionados
- 1400℃ Horno de atmósfera de nitrógeno inerte controlada
- 1700℃ Horno de atmósfera de nitrógeno inerte controlada
- Horno de atmósfera controlada de nitrógeno inerte a 1200 ℃
- Horno de sinterización y tratamiento térmico al vacío con presión de aire de 9MPa
- Horno de atmósfera controlada de nitrógeno inerte e hidrógeno
La gente también pregunta
- ¿Cuáles son los propósitos principales de usar una atmósfera inerte? Prevenir la oxidación y garantizar la seguridad del proceso
- ¿Qué significa inerte en las atmósferas de los hornos? Proteja los materiales de la oxidación con gases inertes.
- ¿Cuál es el propósito de una atmósfera químicamente inerte en un horno? Proteger los materiales de la oxidación y la contaminación
- ¿Qué diferencia a los hornos de atmósfera inerte de los hornos tubulares estándar? Beneficios clave para la protección de materiales
- ¿Cómo se utilizan los hornos de atmósfera inerte en la industria cerámica? Asegure la pureza y el rendimiento en el procesamiento a alta temperatura











