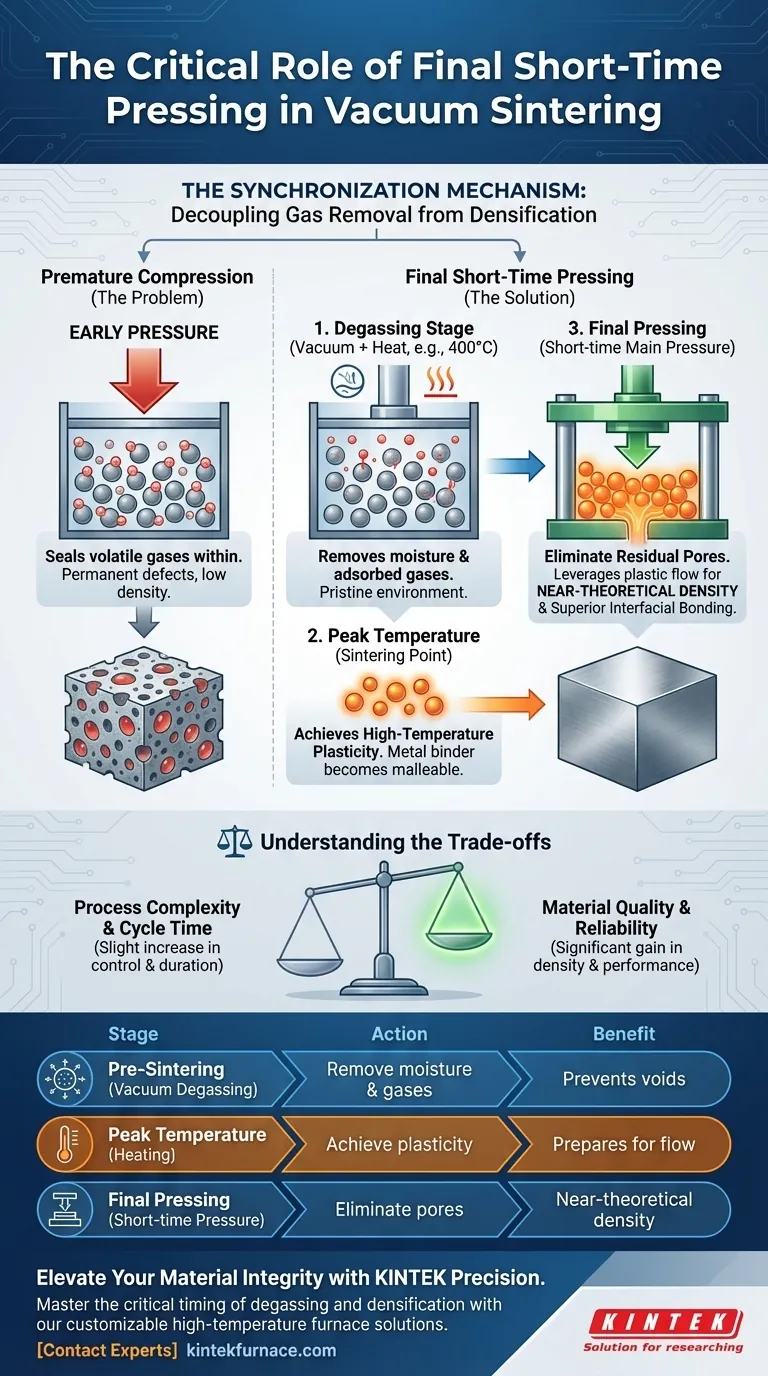
La capacidad de "prensado final de corta duración" es el mecanismo de sincronización crítico que desacopla el proceso de eliminación de gas del proceso de densificación. Al garantizar que la presión principal solo se aplique *después* de que el material se haya desgasificado por completo y haya alcanzado su temperatura máxima de sinterización, esta característica permite que el equipo utilice la plasticidad a alta temperatura del aglutinante metálico para eliminar los poros residuales sin atrapar gases volátiles dentro de la estructura.
Conclusión principal: La compresión prematura sella los gases volátiles dentro de la estructura del material, comprometiendo permanentemente la densidad. Al retrasar la presión principal hasta la etapa final de sinterización, aprovecha la plasticidad a alta temperatura del aglutinante metálico para lograr una densidad cercana a la teórica y, al mismo tiempo, garantizar que todos los contaminantes se hayan evacuado con éxito.

La mecánica del tiempo y la densidad
Evitar el atrapamiento de gas
El principal riesgo en el prensado en caliente al vacío es aplicar fuerza demasiado pronto. Los materiales en polvo contienen de forma natural humedad y gases adsorbidos en sus superficies.
Si se aplica alta presión antes de eliminar estos contaminantes, los poros del material se sellan prematuramente. Esto atrapa el gas dentro de la matriz, creando defectos internos que son imposibles de eliminar más tarde.
Aprovechar el flujo plástico
El aspecto "final" de esta capacidad dicta que la presión solo se aplica cuando el material alcanza su temperatura de sinterización. En este punto térmico específico, el aglutinante metálico exhibe características de flujo plástico.
Debido a que el material es más blando y maleable, la presión aplicada puede forzar eficazmente al material a fluir y llenar los vacíos restantes. Esta acción mecánica es lo que impulsa al componente a lograr una densidad cercana a la teórica.
El papel de la etapa de desgasificación
Preparación de la microestructura
Antes de que el prensado final pueda ser efectivo, el ambiente dentro del horno debe estar impecable. Esto a menudo implica una etapa de desgasificación específica (por ejemplo, mantener a 400 °C) utilizando el ambiente de vacío.
Esta etapa elimina eficazmente la humedad y los gases adsorbidos en las superficies del polvo. Si este paso se omite o se apresura por un prensado temprano, el proceso de densificación a alta temperatura inevitablemente formará poros.
Mejora de la unión interfacial
La eliminación de contaminantes superficiales hace más que solo prevenir vacíos. Asegura que las superficies de las partículas de polvo estén limpias.
Las superficies limpias permiten una unión interfacial superior cuando se aplica la presión final de corta duración. Esto impacta directamente la resistencia mecánica y la integridad del material compuesto final.
Comprender las compensaciones
Complejidad del proceso frente a calidad del material
La implementación del prensado final de corta duración requiere un control de equipo más sofisticado que los métodos de prensado continuo. El sistema debe coordinar con precisión la temperatura, los niveles de vacío y la presión hidráulica.
Si los sensores o los algoritmos de control son inexactos, la presión aún podría aplicarse demasiado pronto (atrapando gas) o demasiado tarde (perdiendo la ventana de plasticidad máxima).
Consideraciones sobre el tiempo de ciclo
Este método prioriza la calidad sobre la velocidad. Al exigir un tiempo de espera para la desgasificación y la reducción de la atmósfera antes de aplicar presión, el tiempo total del ciclo puede ser ligeramente más largo que un enfoque de "prensar y listo".
Sin embargo, para aplicaciones de alto rendimiento, la compensación es insignificante en comparación con la ganancia en densidad y confiabilidad del material.
Tomar la decisión correcta para su objetivo
Para maximizar la efectividad de su proceso de sinterización, considere los siguientes ajustes específicos:
- Si su enfoque principal es la Densidad Máxima: Asegúrese de que la receta de su proceso retrase la aplicación de la presión principal hasta que el material haya alcanzado completamente la temperatura de sinterización objetivo para maximizar el flujo plástico.
- Si su enfoque principal es la Eliminación de Defectos: Verifique que su etapa de desgasificación al vacío sea suficiente para eliminar todos los adsorbentes antes de que se active el "prensado final", evitando bolsas de gas.
El valor del prensado final de corta duración radica en su capacidad para separar inteligentemente la fase de limpieza de la fase de formación, asegurando que ninguna comprometa a la otra.
Tabla resumen:
| Etapa | Acción | Objetivo principal | Beneficio |
|---|---|---|---|
| Pre-sinterización | Desgasificación al vacío | Eliminar humedad y gases adsorbidos | Evita el atrapamiento de gas interno y los vacíos |
| Temperatura máxima | Calentamiento al punto de sinterización | Lograr plasticidad a alta temperatura | Prepara el aglutinante metálico para un flujo de material óptimo |
| Prensado final | Presión principal de corta duración | Eliminar poros residuales | Alcanza densidad y resistencia cercanas a la teórica |
Mejore la integridad de su material con KINTEK Precision
No permita que la compresión prematura comprometa sus resultados. KINTEK proporciona sistemas de prensado en caliente al vacío líderes en la industria, diseñados para dominar la sincronización crítica de la desgasificación y la densificación. Respaldados por I+D y fabricación expertas, ofrecemos sistemas de mufla, tubulares, rotatorios, de vacío y CVD personalizables, adaptados a los requisitos únicos de su laboratorio.
¿Listo para lograr una densidad cercana a la teórica en sus componentes? Póngase en contacto con nuestros expertos técnicos hoy mismo para analizar cómo nuestras soluciones de hornos de alta temperatura pueden optimizar su proceso de sinterización.
Guía Visual
Productos relacionados
- Horno de sinterización y tratamiento térmico en vacío por inducción de 600T
- Horno de prensado en caliente al vacío Horno tubular de prensado al vacío calentado
- Horno de sinterización de tratamiento térmico al vacío con presión para sinterización al vacío
- Horno de sinterización y tratamiento térmico al vacío con presión de aire de 9MPa
- Máquina de horno de prensado en caliente al vacío para laminar y calentar
La gente también pregunta
- ¿Cómo mitiga un horno de sinterización de prensado en caliente al vacío la hinchazón del cobre? Solución a los problemas de expansión Fe-Cu
- ¿Cuáles son las principales ventajas de los hornos de sinterización por prensado en caliente al vacío? Logre una densidad y pureza superiores en los materiales
- ¿Por qué usar Prensado en Caliente al Vacío (VHP) para Cerámicas de ZnS? Logre una Transparencia Infrarroja y Resistencia Mecánica Superiores
- ¿Cómo protege el entorno de vacío en un horno de sinterización de prensado en caliente al vacío las cerámicas que contienen cromo? Descúbrelo.
- ¿Cómo protege el método de enfriamiento en horno los recubrimientos de CoCrFeNi(Cu) después del sinterizado por prensado en caliente al vacío? Prevención de grietas y oxidación para un rendimiento superior



















