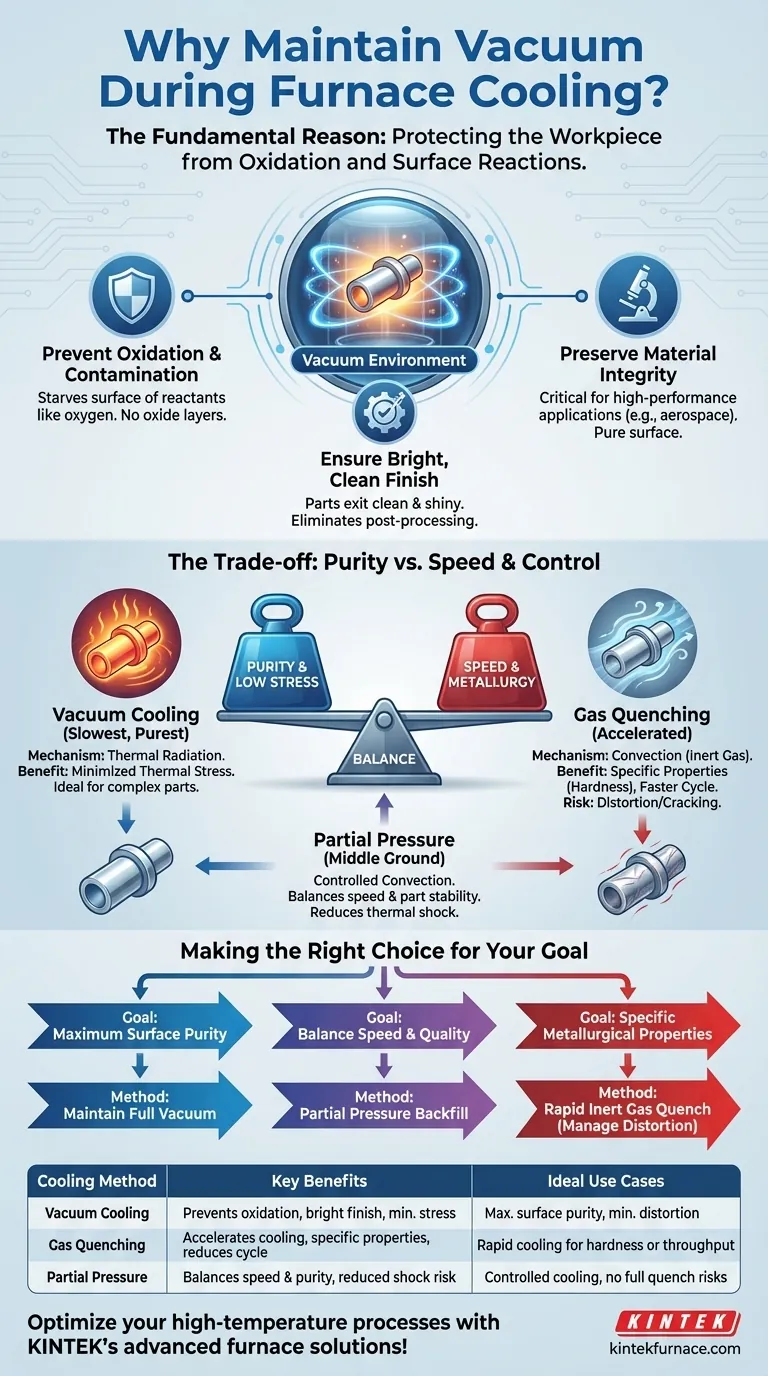
La razón fundamental por la que se mantiene el vacío durante el enfriamiento en un horno es para proteger la pieza de trabajo. A temperaturas elevadas, los metales son altamente reactivos, y mantener un ambiente de vacío previene la oxidación y otras reacciones superficiales, asegurando que la pieza final salga con un acabado limpio y brillante y con sus propiedades materiales intactas.
La elección de mantener un vacío total o introducir un gas durante el enfriamiento es una decisión de ingeniería crítica. Representa una compensación directa entre lograr la máxima pureza superficial (mediante vacío) y controlar la velocidad de enfriamiento para gestionar el tiempo de ciclo y la estructura metalúrgica (mediante gas).

El objetivo principal: Proteger la pieza de trabajo
En esencia, un horno de vacío crea un ambiente controlado e inerte. Este control es tan crítico durante la fase de enfriamiento como lo es durante el calentamiento.
Prevención de la oxidación y la contaminación
Incluso después de apagar la fuente de calor, la pieza de trabajo permanece lo suficientemente caliente como para reaccionar instantáneamente con gases activos como el oxígeno o el vapor de agua. Mantener un vacío priva a la superficie de estos reactivos, evitando la formación de óxidos y otras capas superficiales indeseables.
Garantizar un acabado brillante y limpio
Esta prevención de reacciones superficiales da como resultado un acabado "brillante". Las piezas salen del horno limpias y relucientes, eliminando a menudo la necesidad de pasos de postprocesamiento secundarios como la limpieza con ácido, el chorro de arena o el pulido, lo que ahorra tiempo y costos.
Preservación de la integridad del material
Para muchas aplicaciones de alto rendimiento en la industria aeroespacial, médica o electrónica, la integridad de la superficie es una característica de rendimiento. Una capa de óxido microscópica puede impedir la conductividad eléctrica, alterar el flujo de soldadura o crear puntos de inicio para grietas por fatiga. Un vacío garantiza que la superficie sea metalúrgicamente pura.
Control de la velocidad de enfriamiento
Si bien el vacío es ideal para la protección de la superficie, no es un medio eficaz para la transferencia de calor. Esto lleva a diferentes estrategias para controlar la velocidad de enfriamiento.
Enfriamiento al vacío: El método más lento y puro
El enfriamiento en un alto vacío se basa casi exclusivamente en la radiación térmica. Este es un proceso relativamente lento, ya que no hay gas que ayude a disipar el calor de la pieza mediante convección. Este enfriamiento suave y lento es ideal para minimizar el estrés térmico.
Templado por gas: Acelerando el proceso
Para acelerar las cosas, se utiliza un proceso llamado templado por gas (o retrollamado). Se bombea un gas inerte, como argón o nitrógeno de alta pureza, a la zona caliente. Este gas permite la convección, acelerando drásticamente la tasa de transferencia de calor desde la pieza de trabajo a las paredes refrigeradas por agua del horno.
Por qué la velocidad importa
El enfriamiento rápido, o temple, a menudo es necesario para lograr propiedades metalúrgicas específicas, como fijar una estructura de grano particular o crear dureza en aceros para herramientas. También acorta significativamente el tiempo total del ciclo del proceso, aumentando el rendimiento.
Entendiendo las compensaciones: Pureza vs. Velocidad
La decisión de cómo enfriar no es arbitraria; es un compromiso calculado basado en los objetivos para la pieza específica.
El compromiso de pureza
La introducción de un gas de templado, incluso uno de muy alta pureza, representa una ligera desviación de un vacío perfecto. Si bien los gases inertes no suelen reaccionar con el metal, es un ambiente menos puro que un vacío profundo.
El riesgo de choque térmico y distorsión
El enfriamiento rápido inducido por un templado por gas introduce un estrés térmico significativo en la pieza de trabajo. Para piezas con geometrías complejas, paredes delgadas o secciones transversales variables, esto puede provocar deformaciones, distorsiones o incluso agrietamiento. Un enfriamiento lento y radiativo en vacío minimiza estos riesgos.
Encontrar el término medio: Presión parcial
Los procesos avanzados pueden utilizar una "presión parcial" de gas inerte. Esto introduce la cantidad justa de gas para acelerar el enfriamiento mediante una convección limitada, pero no tanto como para provocar el choque térmico de un templado por gas completo. Esto ofrece un equilibrio controlable entre la velocidad y la estabilidad de la pieza.
Tomar la decisión correcta para su objetivo
Su estrategia de enfriamiento debe estar dictada por los requisitos finales de su componente.
- Si su objetivo principal es la máxima pureza superficial y un acabado brillante: Mantenga un vacío total durante el enfriamiento, aceptando el tiempo de ciclo más largo para una pieza libre de estrés y sin contaminar.
- Si su objetivo principal es lograr propiedades metalúrgicas específicas (como la dureza): Utilice un templado rápido por gas inerte, pero diseñe cuidadosamente el proceso para gestionar el riesgo de distorsión.
- Si su objetivo principal es equilibrar la velocidad de producción con la calidad de la pieza: Utilice un retrollamado de presión parcial controlado para acelerar el enfriamiento sin inducir un choque térmico excesivo.
En última instancia, el método de enfriamiento es un punto de control crítico que se utiliza para diseñar el rendimiento y la calidad final del componente.
Tabla resumen:
| Método de enfriamiento | Beneficios clave | Casos de uso ideales |
|---|---|---|
| Enfriamiento al vacío | Previene la oxidación, asegura un acabado brillante, minimiza el estrés térmico | Aplicaciones que requieren máxima pureza superficial y mínima distorsión |
| Templado por gas | Acelera el enfriamiento, logra propiedades metalúrgicas específicas, reduce el tiempo de ciclo | Procesos que necesitan enfriamiento rápido para dureza o rendimiento |
| Presión parcial | Equilibra velocidad y pureza, reduce el riesgo de choque térmico | Escenarios que requieren enfriamiento controlado sin los riesgos de un templado completo |
¡Optimice sus procesos de alta temperatura con las soluciones avanzadas de hornos de KINTEK! Aprovechando una excepcional I+D y fabricación interna, proporcionamos a diversos laboratorios sistemas de hornos de alta temperatura a medida, incluyendo hornos de mufla, tubulares, rotativos, hornos de vacío y atmósfera, y sistemas CVD/PECVD. Nuestras profundas capacidades de personalización garantizan una alineación precisa con sus necesidades experimentales únicas, mejorando la eficiencia y los resultados. Contáctenos hoy para discutir cómo podemos satisfacer sus requisitos específicos y elevar el rendimiento de su laboratorio.
Guía Visual
Productos relacionados
- Horno de prensado en caliente al vacío Horno tubular de prensado al vacío calentado
- Horno de Vacío de Prensa Caliente Máquina de Prensa de Vacío Calentado
- Horno de sinterización y tratamiento térmico en vacío por inducción de 600T
- 2200 ℃ Horno de sinterización y tratamiento térmico en vacío de tungsteno
- Horno de sinterización de tratamiento térmico al vacío con presión para sinterización al vacío
La gente también pregunta
- ¿Cuál es la función principal del entorno de vacío en un horno de prensa en caliente al vacío durante el procesamiento de aleaciones de titanio? Prevenir la fragilización para una ductilidad superior
- ¿Por qué es crucial un entorno de alto vacío al preparar composites de cobre-nanotubos de carbono en un horno de prensa en caliente al vacío? Lograr una integridad superior del composite
- ¿Qué consideraciones guían la selección de elementos calefactores y métodos de presurización para un horno de prensa en caliente al vacío?
- ¿Qué características de seguridad incorporan los hornos de prensa caliente al vacío? Garantice la protección del operador y del equipo
- ¿Por qué usar Prensado en Caliente al Vacío (VHP) para Cerámicas de ZnS? Logre una Transparencia Infrarroja y Resistencia Mecánica Superiores



















