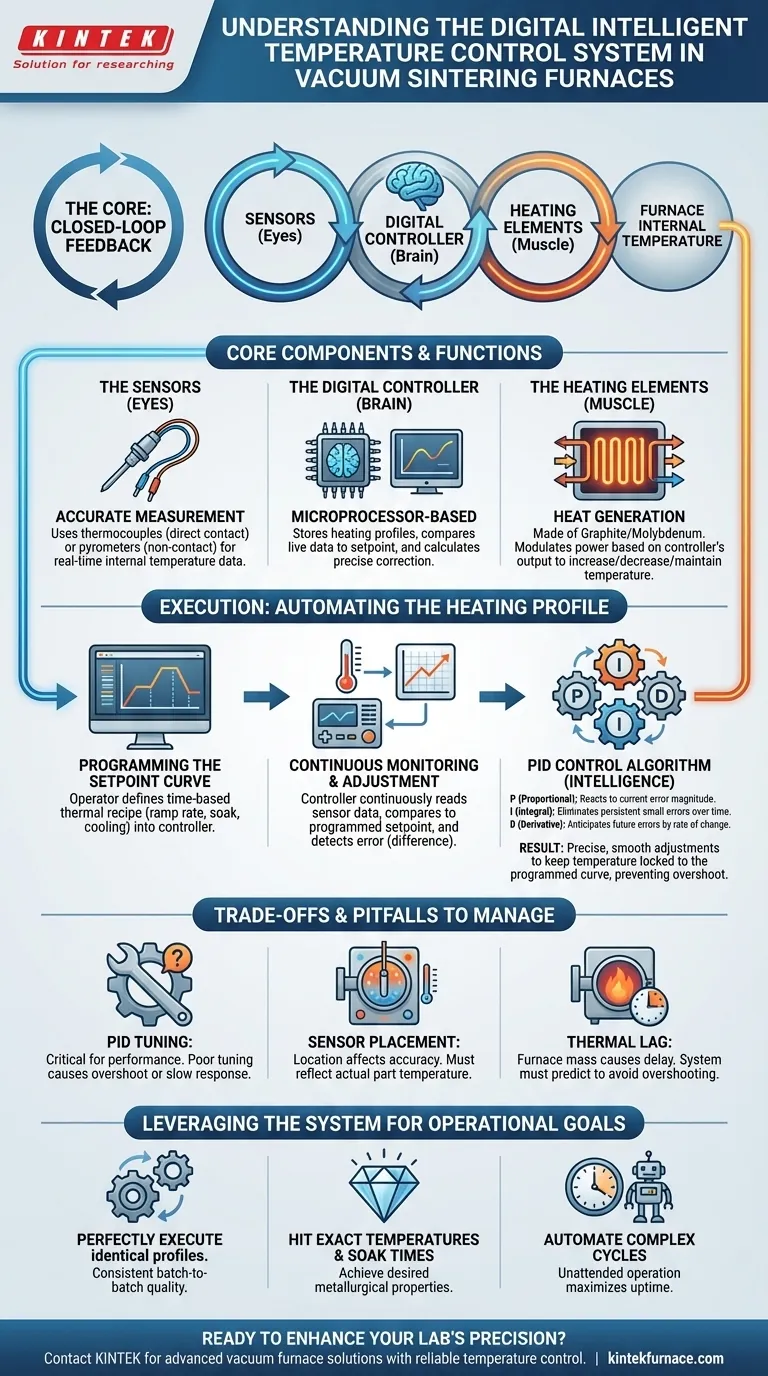
En esencia, un sistema de control inteligente de temperatura en un horno de sinterización al vacío funciona como un sistema de retroalimentación de circuito cerrado. Utiliza sensores como termopares para medir continuamente la temperatura interna del horno, que un controlador digital compara luego con un perfil de calentamiento preprogramado. Basándose en cualquier desviación, el controlador ajusta con precisión la potencia enviada a los elementos calefactores para garantizar que la temperatura real siga impecablemente la curva deseada.
La "inteligencia" del sistema no se trata solo de mantener una temperatura establecida; se trata de automatizar una receta térmica compleja basada en el tiempo. Esto garantiza que cada etapa del proceso de sinterización, desde el calentamiento inicial hasta el enfriamiento final, se ejecute con alta precisión y repetibilidad, lo cual es fundamental para lograr las propiedades del material deseadas.

Los componentes principales de un sistema de control inteligente
Para comprender cómo funciona el sistema, es mejor dividirlo en sus tres partes funcionales: los sensores, el controlador y los elementos calefactores. Cada uno juega un papel distinto en el logro de una gestión térmica precisa.
Los sensores: los "ojos" del sistema
Todo el proceso de control comienza con una medición precisa. El sistema se basa en instrumentos altamente sensibles para informar la temperatura en tiempo real dentro del horno.
Los sensores más comunes son los termopares, que son robustos y fiables para la medición por contacto directo. En algunas aplicaciones de alta temperatura, también se pueden utilizar pirómetros sin contacto para medir la radiación térmica de la superficie del material.
El controlador digital: el "cerebro" del sistema
Aquí es donde reside la parte "inteligente" del sistema. El controlador es un dispositivo basado en microprocesador que realiza varias tareas críticas.
Primero, almacena el perfil de calentamiento deseado, que es la curva de temperatura de varias etapas (por ejemplo, velocidad de rampa, tiempo de remojo, velocidad de enfriamiento) requerida para el material específico que se está sinterizando. Los controladores modernos pueden almacenar docenas de estos perfiles.
En segundo lugar, compara continuamente los datos de temperatura en vivo de los sensores con el punto de ajuste programado para ese momento exacto del ciclo. Luego calcula la corrección necesaria.
Los elementos calefactores: el "músculo" del sistema
Los elementos calefactores, típicamente hechos de grafito o molibdeno, son los componentes que generan el calor. Reciben energía según las instrucciones del controlador.
El controlador no solo los enciende o apaga. Utiliza salidas sofisticadas para modular la potencia, entregando la energía justa para aumentar, disminuir o mantener la temperatura según las demandas del perfil.
Cómo el sistema ejecuta un perfil de calentamiento
Estos componentes trabajan en un bucle continuo y cerrado para automatizar todo el proceso de sinterización. Esto asegura que el material experimente el tratamiento térmico exacto que requiere.
Programación de la curva de punto de ajuste
Antes de que comience un ciclo, un operador programa la receta de calentamiento deseada en el controlador. Esta "curva de aumento de temperatura" dicta la temperatura objetivo para cada segundo del proceso, asegurando un ambiente controlado y predecible.
Monitorización y ajuste continuo
Una vez que comienza el ciclo, el controlador inicia su bucle. Lee los datos del termopar, los compara con el punto de ajuste programado e identifica cualquier diferencia o error.
Por ejemplo, si el horno está a 500 °C pero el programa requiere que esté a 502 °C, el controlador detecta un error de -2 °C y calcula la necesidad de más potencia.
El algoritmo de control PID
La inteligencia reside en cómo el controlador calcula la corrección. La mayoría de los sistemas utilizan un algoritmo PID (Proporcional-Integral-Derivativo).
- La ganancia proporcional reacciona al error actual. Un error mayor resulta en un ajuste de potencia mayor.
- La ganancia integral analiza los errores pasados. Aumenta la respuesta si el error persiste, eliminando desviaciones pequeñas pero constantes.
- La ganancia derivativa anticipa errores futuros al observar la tasa de cambio de temperatura. Esto ayuda a evitar sobrepasar la temperatura objetivo.
Esta lógica PID permite al controlador realizar ajustes rápidos y suaves que mantienen la temperatura del horno firmemente ajustada a la curva programada, evitando las oscilaciones o sobreimpulsos comunes en sistemas de control más simples.
Comprensión de las compensaciones y los inconvenientes
Aunque es altamente efectivo, el rendimiento de un sistema de control inteligente depende de su configuración y de las limitaciones físicas del propio horno.
La importancia de la sintonización PID
Un controlador PID es tan bueno como su sintonización. Un sistema mal sintonizado puede hacer que la temperatura sobrepase el punto de ajuste, oscile descontroladamente o responda con demasiada lentitud. Una sintonización adecuada es esencial para que la lógica del controlador coincida con las características térmicas específicas del horno.
Colocación y precisión del sensor
El control del sistema se basa completamente en la temperatura en la ubicación del sensor. Si el sensor se coloca en un punto caliente o frío dentro del horno, el control será preciso para ese punto, pero puede que no refleje la temperatura de las piezas reales, lo que lleva a una sinterización no uniforme.
Retraso e inercia térmica
Un horno tiene masa térmica; no puede calentarse o enfriarse instantáneamente. El sistema de control debe ser lo suficientemente inteligente como para tener en cuenta este retraso, iniciando o deteniendo el suministro de energía antes de que se alcance el punto de ajuste para evitar sobrepasarlo. Esta capacidad predictiva es una función clave del componente derivativo en el control PID.
Tomar la decisión correcta para su objetivo
Comprender cómo funciona este sistema le permite aprovecharlo para resultados operativos específicos.
- Si su objetivo principal es la repetibilidad del proceso: Aproveche la capacidad del sistema para almacenar y ejecutar perfectamente perfiles de calentamiento idénticos, eliminando la variabilidad del operador y asegurando una calidad consistente de lote a lote.
- Si su objetivo principal es la calidad del material: Confíe en la precisión del controlador PID para alcanzar las temperaturas exactas y los tiempos de remojo necesarios para lograr fases metalúrgicas específicas y la densidad de las piezas, evitando defectos.
- Si su objetivo principal es la eficiencia operativa: Utilice la automatización del sistema para ejecutar ciclos complejos de varias etapas sin supervisión, liberando personal y maximizando el tiempo de actividad del horno.
En última instancia, este sistema inteligente transforma el horno de un simple horno en un instrumento preciso para la ciencia de los materiales.
Tabla resumen:
| Componente | Función | Detalles clave |
|---|---|---|
| Sensores | Medir la temperatura | Utiliza termopares o pirómetros para datos en tiempo real |
| Controlador digital | Procesa datos y ajusta la potencia | Implementa algoritmos PID para la corrección de errores |
| Elementos calefactores | Generan calor | Hechos de grafito o molibdeno, modulados por el controlador |
¿Listo para mejorar la precisión y eficiencia de su laboratorio? Aprovechando una I+D excepcional y fabricación interna, KINTEK proporciona a diversos laboratorios soluciones avanzadas de hornos de alta temperatura. Nuestra línea de productos, que incluye hornos de mufla, tubulares, rotatorios, al vacío y de atmósfera, y sistemas CVD/PECVD, se complementa con nuestra sólida capacidad de personalización profunda para satisfacer con precisión los requisitos experimentales únicos. Ya sea que necesite un control de temperatura confiable para una sinterización repetible o configuraciones personalizadas para procesos térmicos complejos, podemos ayudarle. Contáctenos hoy para discutir cómo nuestras soluciones pueden beneficiar sus objetivos específicos.
Guía Visual
Productos relacionados
- Horno de sinterización al vacío para tratamiento térmico Horno de sinterización al vacío para alambre de molibdeno
- Pequeño horno de tratamiento térmico al vacío y sinterización de alambre de tungsteno
- Horno de sinterización y tratamiento térmico al vacío con presión de aire de 9MPa
- Horno de sinterización de tratamiento térmico al vacío con presión para sinterización al vacío
- 2200 ℃ Horno de sinterización y tratamiento térmico en vacío de tungsteno
La gente también pregunta
- ¿Qué es un horno de sinterización al vacío y cuál es su función principal? Lograr materiales densos y de alta pureza
- ¿Qué combinación de bombas se utiliza habitualmente para los hornos de sinterización al vacío? Aumente la eficiencia con bombas de paletas rotativas y Roots
- ¿Cuáles son los componentes clave de un horno de sinterización al vacío? Partes esenciales para el procesamiento de materiales de precisión
- ¿Cómo contribuye el sinterizado al vacío a la reducción de costes en el procesamiento de materiales? Menores gastos con piezas superiores
- ¿Cómo mejora la sinterización al vacío las tolerancias dimensionales? Logre una contracción y precisión uniformes



















