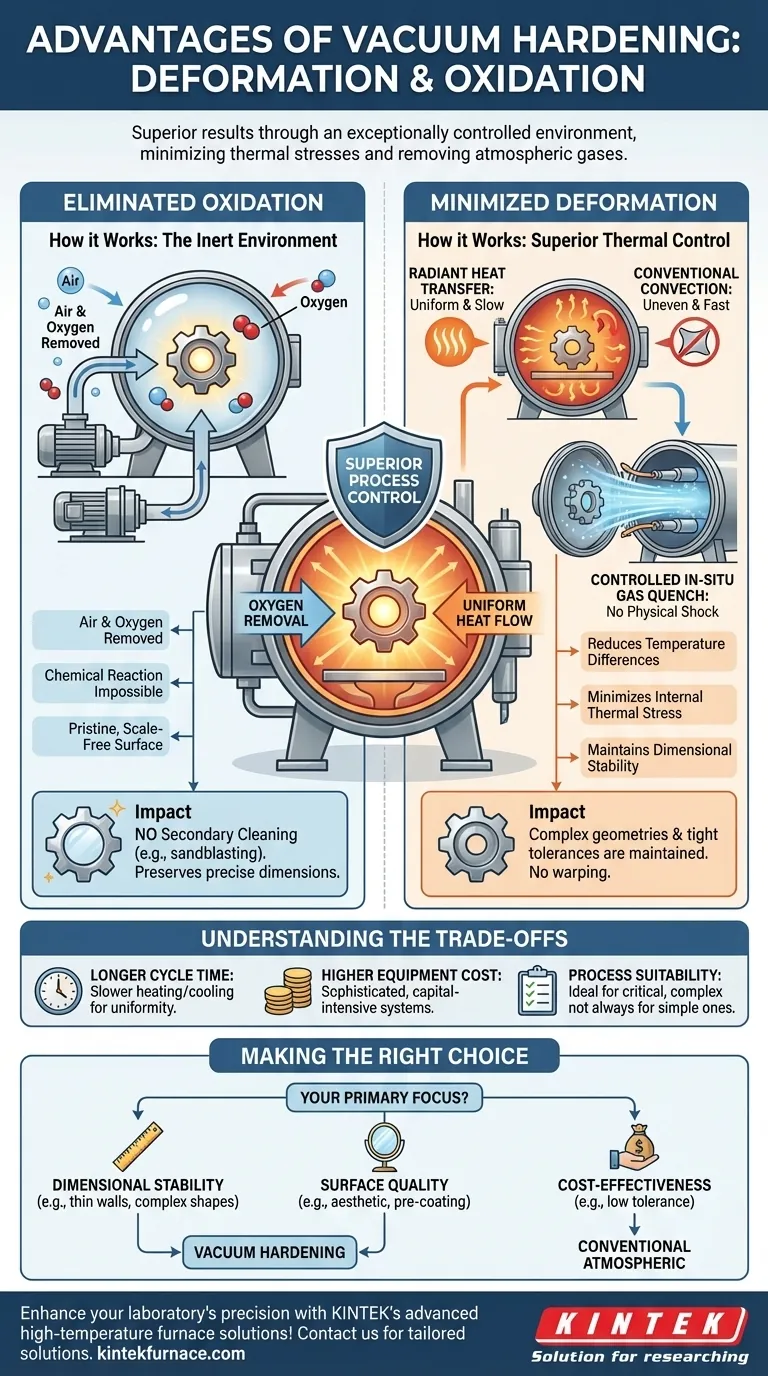
En términos de deformación y oxidación, el endurecimiento al vacío ofrece resultados superiores al proporcionar un entorno excepcionalmente controlado. El proceso prácticamente elimina la oxidación al eliminar los gases atmosféricos y minimiza la deformación al asegurar un calentamiento y enfriamiento lentos y uniformes, lo que reduce drásticamente las tensiones térmicas internas que causan la deformación de las piezas.
La ventaja principal del endurecimiento al vacío radica en su física fundamental. Al eliminar el oxígeno, previene las reacciones químicas superficiales (oxidación). Al depender de la transferencia de calor radiante, minimiza las diferencias de temperatura dentro de la pieza, que es el principal impulsor de la distorsión y el alabeo durante el tratamiento térmico.

Cómo el endurecimiento al vacío elimina la oxidación
El beneficio más evidente de procesar piezas en un horno de vacío es la prevención completa de la oxidación superficial y la descarburación.
El principio del entorno inerte
Un horno de vacío funciona utilizando potentes bombas para eliminar el aire, y específicamente el oxígeno, de la cámara de calentamiento antes de que suba la temperatura.
Debido a que la oxidación es una reacción química entre la superficie metálica caliente y el oxígeno, la eliminación del oxígeno hace que la reacción sea imposible. La pieza se calienta, se mantiene a temperatura y se enfría en un entorno químicamente inerte.
El impacto en la integridad de la superficie
Esta falta de reacción da como resultado que las piezas salgan del horno con una superficie brillante, limpia y sin incrustaciones.
Este acabado prístino a menudo elimina la necesidad de operaciones de limpieza secundarias como el chorro de arena, el esmerilado o el decapado químico, ahorrando tiempo y costos, al tiempo que preserva las dimensiones precisas de la superficie de la pieza.
Por qué el endurecimiento al vacío minimiza la deformación
La deformación, como el alabeo o el cambio dimensional, es una preocupación importante en el tratamiento térmico. El endurecimiento al vacío mitiga este riesgo mediante un control térmico superior.
La causa raíz: El estrés térmico
La mayoría de las deformaciones son causadas por el estrés térmico. Esto ocurre cuando una parte de un componente se calienta o enfría más rápido que otra, creando fuerzas internas que tiran y empujan el material fuera de forma.
Calentamiento uniforme por radiación
En un horno convencional, el calor se transfiere principalmente por convección (corrientes de aire caliente), lo que puede calentar la superficie y las secciones delgadas de una pieza mucho más rápido que su núcleo.
En el vacío, el calor se transfiere principalmente a través de la radiación térmica. Este método calienta la pieza de forma más lenta y uniforme, reduciendo significativamente la diferencia de temperatura entre la superficie y el núcleo. Este calentamiento uniforme minimiza la acumulación de estrés interno.
Enfriamiento controlado (templado)
Después del calentamiento, la etapa de templado (enfriamiento) también se controla rigurosamente. En lugar de dejar caer el componente caliente en un líquido como aceite o agua, el templado al vacío a menudo utiliza una ráfaga de alta presión de gas inerte.
Fundamentalmente, la pieza se puede enfriar in situ (en su posición original), evitando el choque físico y el cambio rápido e irregular de temperatura asociados con el movimiento y la inmersión de un componente. Este enfriamiento lento y controlado es el paso final para prevenir la distorsión.
Comprensión de las compensaciones
Si bien el endurecimiento al vacío ofrece claras ventajas, es esencial reconocer su contexto operativo y limitaciones para tomar una decisión informada.
Tiempo de ciclo
El calentamiento "lento y uniforme" que minimiza la deformación también significa que los tiempos de ciclo del horno de vacío son generalmente más largos que los de los hornos atmosféricos convencionales. Esto puede afectar el rendimiento para la producción de gran volumen.
Equipo y costo
Los hornos de vacío son equipos sofisticados de alto costo de capital. El costo por pieza para el endurecimiento al vacío puede ser más alto que para componentes más simples y menos críticos tratados en un horno convencional.
Idoneidad del proceso
Aunque muy versátil, el endurecimiento al vacío no siempre es necesario. Para piezas simples con tolerancias dimensionales holgadas donde una superficie incrustada o descolorida es aceptable o fácilmente removible, un proceso atmosférico menos costoso puede ser suficiente.
Tomar la decisión correcta para su aplicación
Seleccionar el proceso de tratamiento térmico correcto requiere alinear las capacidades del método con los requisitos específicos de su componente.
- Si su enfoque principal es la estabilidad dimensional: El endurecimiento al vacío es la opción superior para piezas con geometrías complejas, tolerancias ajustadas o paredes delgadas propensas a la deformación.
- Si su enfoque principal es la calidad de la superficie: El endurecimiento al vacío es ideal para componentes que requieren un acabado impecable y libre de incrustaciones por razones estéticas o como preparación para un proceso posterior como el recubrimiento PVD o la nitruración.
- Si su enfoque principal es la rentabilidad para piezas de baja tolerancia: Un tratamiento térmico atmosférico convencional puede ser una opción más económica, siempre que la limpieza posterior al proceso y cierto nivel de distorsión sean aceptables.
En última instancia, comprender los principios detrás del proceso le permite especificar un tratamiento térmico que ofrezca el rendimiento requerido sin sobredimensionar la solución.
Tabla resumen:
| Ventaja | Beneficio clave |
|---|---|
| Deformación minimizada | El calentamiento uniforme y el enfriamiento controlado reducen el estrés térmico y el alabeo. |
| Oxidación eliminada | El entorno de vacío inerte previene las reacciones superficiales, asegurando acabados sin incrustaciones. |
¡Mejore la precisión de su laboratorio con las soluciones avanzadas de hornos de alta temperatura de KINTEK! Aprovechando una I+D excepcional y fabricación interna, ofrecemos hornos de mufla, tubulares, rotatorios, de vacío y atmósfera, y sistemas CVD/PECVD. Nuestra sólida capacidad de personalización profunda garantiza que satisfagamos sus necesidades experimentales únicas para obtener resultados de tratamiento térmico superiores. Contáctenos hoy para discutir cómo nuestras soluciones personalizadas pueden optimizar sus procesos y ofrecer resultados excepcionales para sus aplicaciones específicas.
Guía Visual
Productos relacionados
- Horno de sinterización de tratamiento térmico al vacío con presión para sinterización al vacío
- Horno de sinterización al vacío para tratamiento térmico Horno de sinterización al vacío para alambre de molibdeno
- Horno de sinterización y soldadura para tratamiento térmico en vacío
- Pequeño horno de tratamiento térmico al vacío y sinterización de alambre de tungsteno
- Máquina de horno de prensado en caliente al vacío para laminar y calentar
La gente también pregunta
- ¿Cuál es la función de un horno de sinterización al vacío en el proceso SAGBD? Optimizar la Coercitividad Magnética y el Rendimiento
- ¿Cómo afecta el tratamiento térmico al vacío a la estructura de grano de las aleaciones metálicas? Lograr un control preciso de la microestructura
- ¿Por qué son importantes los hornos de sinterización al vacío en la fabricación? Desbloquee la pureza, la resistencia y la precisión
- ¿Cuál es uno de los usos más importantes de los hornos de tratamiento térmico al vacío en la industria aeroespacial? Lograr una Resistencia Superior en Aleaciones Aeronáuticas
- ¿Cuáles son los principales componentes estructurales de un horno de sinterización al vacío? Desbloquee la precisión en el procesamiento a alta temperatura



















