Un horno de tubo de vacío funciona como un entorno térmico de precisión diseñado específicamente para alterar la microestructura de las piezas de Ti6Al4V fabricadas aditivamente (AM) sin comprometer la integridad de la superficie.
Logra esto manteniendo un estricto vacío libre de oxígeno mientras calienta los componentes a temperaturas entre 950 °C y 1050 °C. Este ciclo térmico descompone las estructuras laminares metaestables y quebradizas típicas de la impresión AM, convirtiéndolas en fases estables de alfa+beta para aliviar la tensión residual y mejorar significativamente la plasticidad.
Conclusión Clave
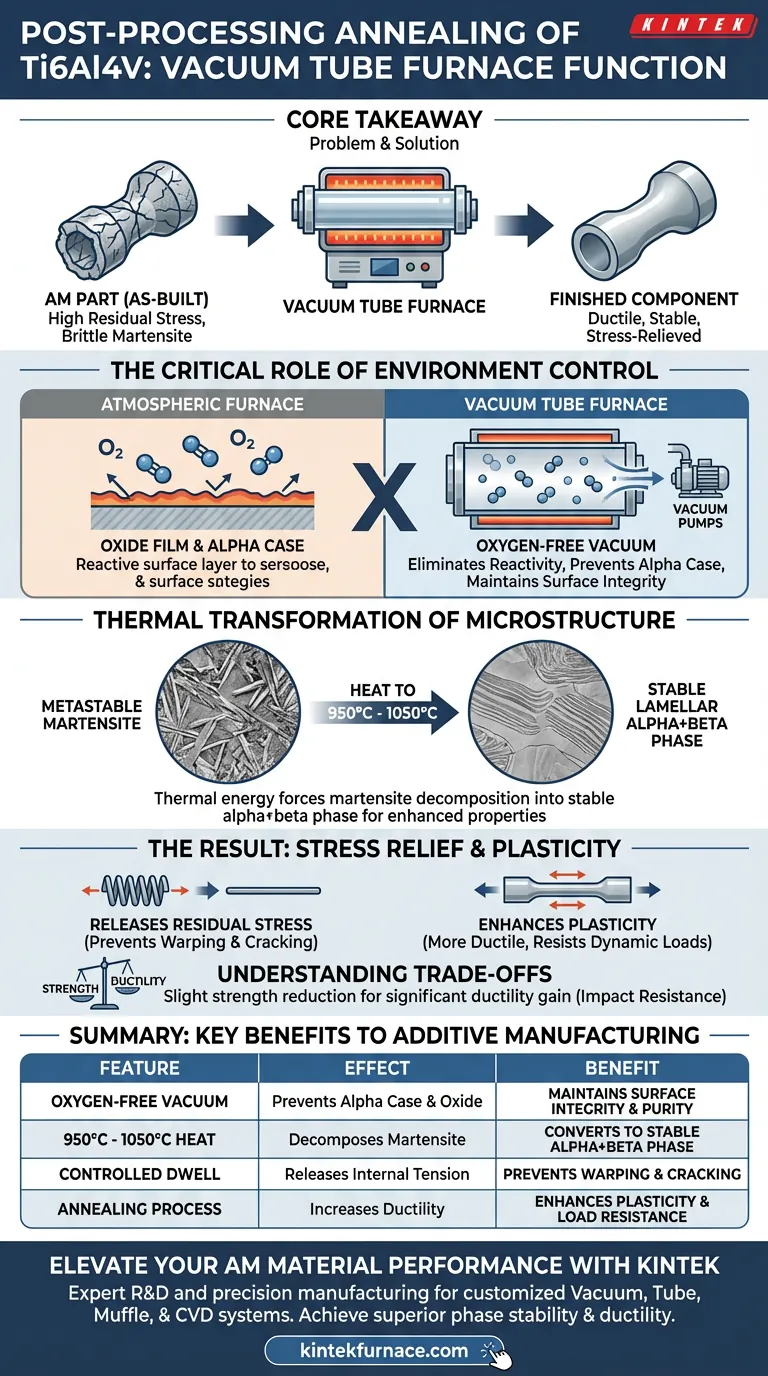
La fabricación aditiva deja el Ti6Al4V con altas tensiones residuales y una microestructura quebradiza. El horno de tubo de vacío resuelve esto proporcionando el entorno inerte y de alta temperatura necesario para descomponer estas fases inestables, transformando la pieza en un componente dúctil y estructuralmente estable listo para su uso.
El Papel Crítico del Control Ambiental
Eliminación de la Reactividad
Las aleaciones de titanio, en particular el Ti6Al4V, son altamente reactivas a temperaturas elevadas. Si se exponen al oxígeno mientras están calientes, forman rápidamente películas de óxido que degradan las propiedades mecánicas.
La Ventaja del Vacío
Un horno de tubo de vacío crea una atmósfera libre de oxígeno. Esto es distinto de los hornos atmosféricos estándar.
Al eliminar el aire y las impurezas, el horno previene la formación de una "capa alfa" quebradiza (una capa superficial enriquecida en oxígeno). Esto asegura que la integridad de la superficie permanezca intacta durante el proceso de calentamiento.
Transformación Térmica de la Microestructura
Abordando el Estado "Tal Cual Fabricado"
Las piezas producidas mediante fabricación aditiva experimentan un enfriamiento rápido durante el proceso de impresión.
Este enfriamiento rápido congela la microestructura en una fase martensítica metaestable. Aunque dura, esta estructura está llena de tensiones internas residuales y carece de la ductilidad requerida para muchas aplicaciones estructurales.
El Proceso de Descomposición
El horno calienta las piezas a una ventana de recocido específica, típicamente 950 °C o 1050 °C.
A estas temperaturas, la energía térmica fuerza la descomposición de la martensita metaestable. El material se relaja y los átomos se reorganizan en un equilibrio más natural.
Logrando la Estabilidad de Fase
El resultado final de este tratamiento térmico es una fase estable de alfa+beta laminar.
Esta transformación no es meramente cosmética; cambia fundamentalmente cómo se comporta el material bajo carga. El cambio a una estructura laminar proporciona los "sistemas de deslizamiento" internos necesarios para que el material se estire en lugar de romperse.
El Resultado: Alivio de Tensiones y Plasticidad
Liberación de Tensiones Residuales
Las piezas AM a menudo contienen una tensión interna significativa del proceso de fusión capa por capa.
La permanencia a alta temperatura en el horno de vacío libera estas tensiones residuales. Si se dejan sin tratar, estas tensiones podrían hacer que la pieza se deforme o se agriete prematuramente durante el servicio.
Mejora de la Plasticidad
El resultado principal de este proceso de recocido específico es la plasticidad mejorada.
Al convertir la martensita quebradiza en la fase alfa+beta, el material se vuelve más dúctil. Esto asegura que la pieza pueda soportar cargas dinámicas y deformaciones sin fallas catastróficas.
Comprendiendo las Compensaciones
Si bien el recocido al vacío es esencial para el Ti6Al4V, es importante comprender el equilibrio de propiedades.
Resistencia vs. Ductilidad
La estructura martensítica "tal cual fabricada" suele ser extremadamente resistente pero quebradiza. Al recocer a temperaturas específicas como 1050 °C para obtener plasticidad, puede observar una ligera reducción en la resistencia a la tracción máxima en comparación con el estado de impresión en bruto. Esta es una compensación necesaria para garantizar que la pieza no se rompa bajo impacto.
Sensibilidad del Proceso
El nivel de vacío debe mantenerse rigurosamente. Incluso una pequeña fuga o un nivel de vacío insuficiente puede provocar oxidación superficial, lo que hace que la pieza de alta precisión sea inutilizable debido a la fragilización superficial.
Tomando la Decisión Correcta para su Objetivo
Para maximizar el rendimiento de sus componentes de Ti6Al4V, alinee su tratamiento térmico con sus requisitos mecánicos:
- Si su enfoque principal es la Ductilidad y la Fiabilidad: Priorice el recocido a 950 °C–1050 °C para descomponer completamente la martensita en la fase estable alfa+beta.
- Si su enfoque principal es la Estabilidad Geométrica: Asegúrese de que el ciclo de vacío incluya un tiempo de permanencia suficiente para aliviar completamente las tensiones residuales, evitando deformaciones después de retirar la pieza de la placa de construcción.
Resumen: El horno de tubo de vacío no es solo un calentador; es una herramienta de transformación de fases que convierte una forma impresa en un componente de ingeniería dúctil y estructuralmente sólido.
Tabla Resumen:
| Característica | Efecto en Piezas de Ti6Al4V | Beneficio para la Fabricación Aditiva |
|---|---|---|
| Vacío Libre de Oxígeno | Previene la "capa alfa" y películas de óxido | Mantiene la integridad y pureza de la superficie |
| Calor de 950 °C - 1050 °C | Descompone la martensita quebradiza | Convierte a fase estable alfa+beta |
| Permanencia Controlada | Libera tensión interna | Previene deformaciones y grietas |
| Proceso de Recocido | Aumenta la ductilidad del material | Mejora la plasticidad y la resistencia a la carga |
Mejore el Rendimiento de sus Materiales AM con KINTEK
No permita que las tensiones residuales o la oxidación superficial comprometan sus componentes de titanio. KINTEK ofrece soluciones térmicas líderes en la industria respaldadas por I+D experta y fabricación de precisión. Ya sea que necesite sistemas de Vacío, Tubo, Muffle o CVD, nuestros hornos de alta temperatura de laboratorio son totalmente personalizables para satisfacer sus requisitos específicos de postprocesamiento de fabricación aditiva.
¿Listo para lograr una estabilidad de fase y ductilidad superiores?
¡Contacte a nuestros especialistas hoy mismo para encontrar su solución de horno perfecta!
Guía Visual
Referencias
- Anna Antolak‐Dudka, Justyna Łukasiewicz. Comparison of the Microstructural, Mechanical and Corrosion Resistance Properties of Ti6Al4V Samples Manufactured by LENS and Subjected to Various Heat Treatments. DOI: 10.3390/ma17051166
Este artículo también se basa en información técnica de Kintek Furnace Base de Conocimientos .
Productos relacionados
- Horno de prensado en caliente al vacío Horno tubular de prensado al vacío calentado
- Horno de Tubo Rotatorio de Funcionamiento Continuo Sellado al Vacío Horno de Tubo Giratorio
- Horno tubular de vacío de laboratorio de alta presión Horno tubular de cuarzo
- Horno tubular rotativo de vacío para laboratorio Horno tubular rotativo
- Horno de Tubo de Condensación para Extracción y Purificación de Magnesio
La gente también pregunta
- ¿Qué parámetros de proceso deben optimizarse para materiales específicos en un horno de prensa en caliente al vacío? Lograr densidad y microestructura óptimas
- ¿Cómo promueve un horno de prensado en caliente al vacío la densificación en la fabricación de composites de escamas de grafito/cobre? Logre materiales compuestos superiores
- ¿Qué características de control ofrece un horno de prensado en caliente al vacío? Control de precisión para el procesamiento de materiales avanzados
- ¿Cómo afecta la presión uniaxial aplicada por un horno de prensado en caliente al vacío a la microestructura de los materiales ZrC-SiC?
- ¿Qué es un horno de prensa en caliente al vacío? Desbloquee un rendimiento superior de los materiales



















