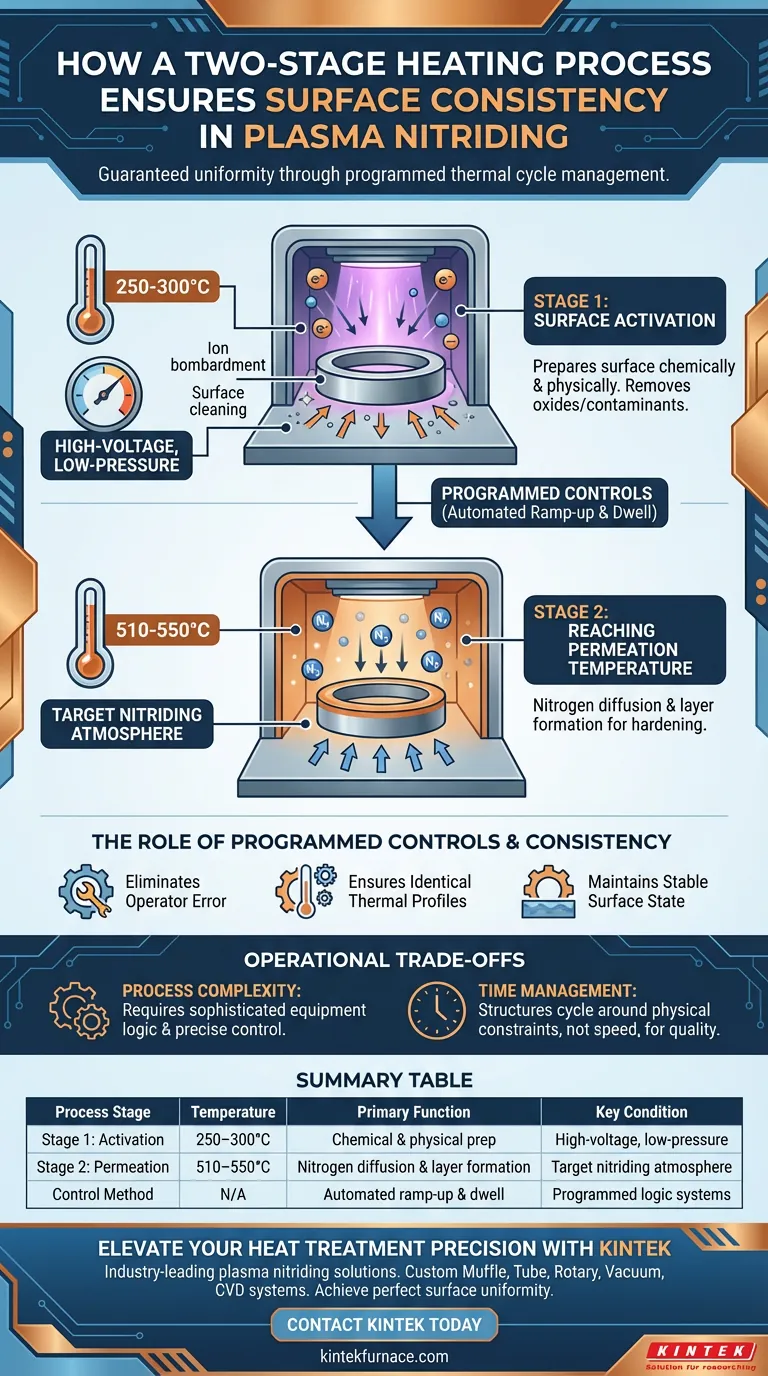
Un proceso de calentamiento en dos etapas en la nitruración por plasma se implementa mediante controles programados que gestionan rigurosamente el ciclo térmico para garantizar la uniformidad. Este método divide la curva de calentamiento en dos fases distintas: una etapa inicial de activación de la superficie a 250–300 °C bajo condiciones de alto voltaje y baja presión, seguida de un aumento secundario a la temperatura final de permeación de 510–550 °C.
Al desacoplar la activación de la superficie de la fase de calentamiento final, este enfoque escalonado evita las inconsistencias térmicas y químicas que pueden ocurrir durante un calentamiento rápido en una sola etapa. Asegura que la pieza de trabajo entre en la fase de nitruración final con un estado superficial uniforme, lo cual es fundamental para obtener resultados de endurecimiento predecibles.

La Mecánica del Ciclo de Dos Etapas
Etapa 1: Activación de la Superficie
El proceso comienza colocando la pieza de trabajo en un entorno específico diseñado para preparar el material.
El equipo establece una atmósfera de alto voltaje y baja presión.
Durante esta fase, la temperatura se eleva a un rango moderado de 250 a 300 grados Celsius.
Esta etapa se enfoca en "activar" la superficie, asegurando que esté química y físicamente preparada para aceptar la difusión de nitrógeno más adelante en el proceso.
Etapa 2: Alcanzar la Temperatura de Permeación
Una vez que la superficie se activa con éxito, el equipo pasa a la segunda etapa.
La temperatura se aumenta aún más hasta alcanzar el rango de permeación objetivo de 510 a 550 grados Celsius.
Esta es la temperatura a la cual la nitruración real (difusión de nitrógeno) ocurre de manera más efectiva.
Garantizar la Consistencia a Través de la Precisión
El Papel de los Controles Programados
El éxito de este método depende completamente de la automatización en lugar de la intervención manual.
Los controles programados gestionan la transición entre etapas, asegurando que las tasas de rampa y los tiempos de permanencia se ejecuten exactamente como se definen.
Esto elimina el error del operador y garantiza que cada lote se someta exactamente al mismo perfil térmico.
Estabilización del Estado de la Superficie
El objetivo de ingeniería principal de este enfoque de dos etapas es la estabilidad.
Al detener el proceso de calentamiento en la etapa de activación, el equipo asegura que el estado superficial de la pieza de trabajo permanezca consistente en geometrías complejas.
Esto evita escenarios en los que el núcleo y la superficie puedan estar en estados drásticamente diferentes, o donde las impurezas interfieran con la formación de la capa de nitruración.
Comprender las Compensaciones Operativas
Complejidad del Proceso
La implementación de un proceso de dos etapas requiere equipos capaces de una lógica sofisticada y un control ambiental preciso.
Los hornos simples de una sola etapa no pueden replicar esta activación escalonada sin una intervención manual significativa, lo que introduce riesgos.
Gestión del Tiempo
Este método escalonado estructura inherentemente el tiempo del ciclo en torno a restricciones físicas en lugar de la velocidad pura.
Si bien garantiza la calidad, el tiempo de permanencia obligatorio en la etapa de activación (250–300 °C) significa que el ciclo total no se puede apresurar arbitrariamente sin sacrificar la consistencia de la superficie.
Tomando la Decisión Correcta para Su Objetivo
Para utilizar eficazmente esta estrategia de calentamiento, debe alinear las capacidades de su equipo con los requisitos de su material.
- Si su enfoque principal es la uniformidad de la superficie: Priorice equipos que presenten controles programados robustos capaces de automatizar la transición de alto voltaje entre las etapas de activación y permeación.
- Si su enfoque principal es la verificación del proceso: Asegúrese de que su perfilado térmico pueda registrar de forma distintiva el tiempo de mantenimiento a 250–300 °C separado del remojo final a 510–550 °C para validar que ocurrió la activación.
La precisión en la curva de calentamiento es el predictor más importante de la consistencia en la capa endurecida final.
Tabla Resumen:
| Etapa del Proceso | Rango de Temperatura | Función Principal | Condición Clave |
|---|---|---|---|
| Etapa 1: Activación | 250–300 °C | Preparación química y física de la superficie | Alto voltaje, baja presión |
| Etapa 2: Permeación | 510–550 °C | Difusión de nitrógeno y formación de capas | Atmósfera de nitruración objetivo |
| Método de Control | N/A | Rampas de subida y tiempos de permanencia automatizados | Sistemas de lógica programada |
Mejore la Precisión de su Tratamiento Térmico con KINTEK
No se conforme con resultados de endurecimiento inconsistentes. KINTEK ofrece soluciones de nitruración por plasma líderes en la industria respaldadas por I+D experta y fabricación avanzada. Ya sea que necesite sistemas de Mufla, Tubo, Rotativos, de Vacío o CVD, nuestros equipos son totalmente personalizables para satisfacer sus requisitos de materiales únicos y necesidades de calentamiento en dos etapas.
Nuestros sistemas permiten a los profesionales de laboratorios e industria lograr una uniformidad de superficie perfecta y una profundidad de endurecimiento predecible. Póngase en contacto con KINTEK hoy mismo para discutir sus necesidades de hornos personalizados y vea cómo nuestra tecnología de control programado puede transformar la calidad de su producción.
Guía Visual
Referencias
- Nguyen Thai Van, Le Hong Ky. The Influence of Plasma Nitriding Technology Parameters on the Hardness of 18XГT Steel Parts. DOI: 10.48084/etasr.7089
Este artículo también se basa en información técnica de Kintek Furnace Base de Conocimientos .
Productos relacionados
- Horno de sinterización por plasma SPS
- Horno de Tubo PECVD Deslizante con Máquina PECVD de Gasificador de Líquidos
- Horno de tubo PECVD de deposición química de vapor asistida por plasma rotatorio inclinado
- Máquina de Horno de Tubo PECVD de Plasma Rotatorio Inclinado
- 915MHz MPCVD Diamante Máquina de microondas Plasma Sistema de Deposición Química en Vapor Reactor
La gente también pregunta
- ¿Cuál es la importancia de los sistemas de monitorización de temperatura de alta precisión en SPS? Control de la microestructura de Ti-6Al-4V/HA
- ¿Por qué es necesario mantener un ambiente de alto vacío durante el SPS de SiC? Clave para Cerámicas de Alta Densidad
- ¿Cuáles son las ventajas técnicas de utilizar un horno de sinterización SPS? Mejora del rendimiento del material Al2O3-TiC
- ¿Cuáles son las ventajas del sinterizado por plasma de chispa (SPS) sobre la forja tradicional? Control preciso de la microestructura
- ¿Cuáles son las ventajas de utilizar un horno de sinterización por plasma de chispa (SPS)? Logre una densificación rápida y un alto ZT












