
La Falacia de la Velocidad
Un ingeniero especifica un nuevo ciclo de tratamiento térmico. El objetivo es la máxima dureza para una pieza compleja de acero para herramientas. El primer instinto, uno profundamente humano, es enfriarla lo más rápido posible. Asociamos la velocidad con la resistencia, y un temple rápido parece el camino más directo hacia el resultado deseado.
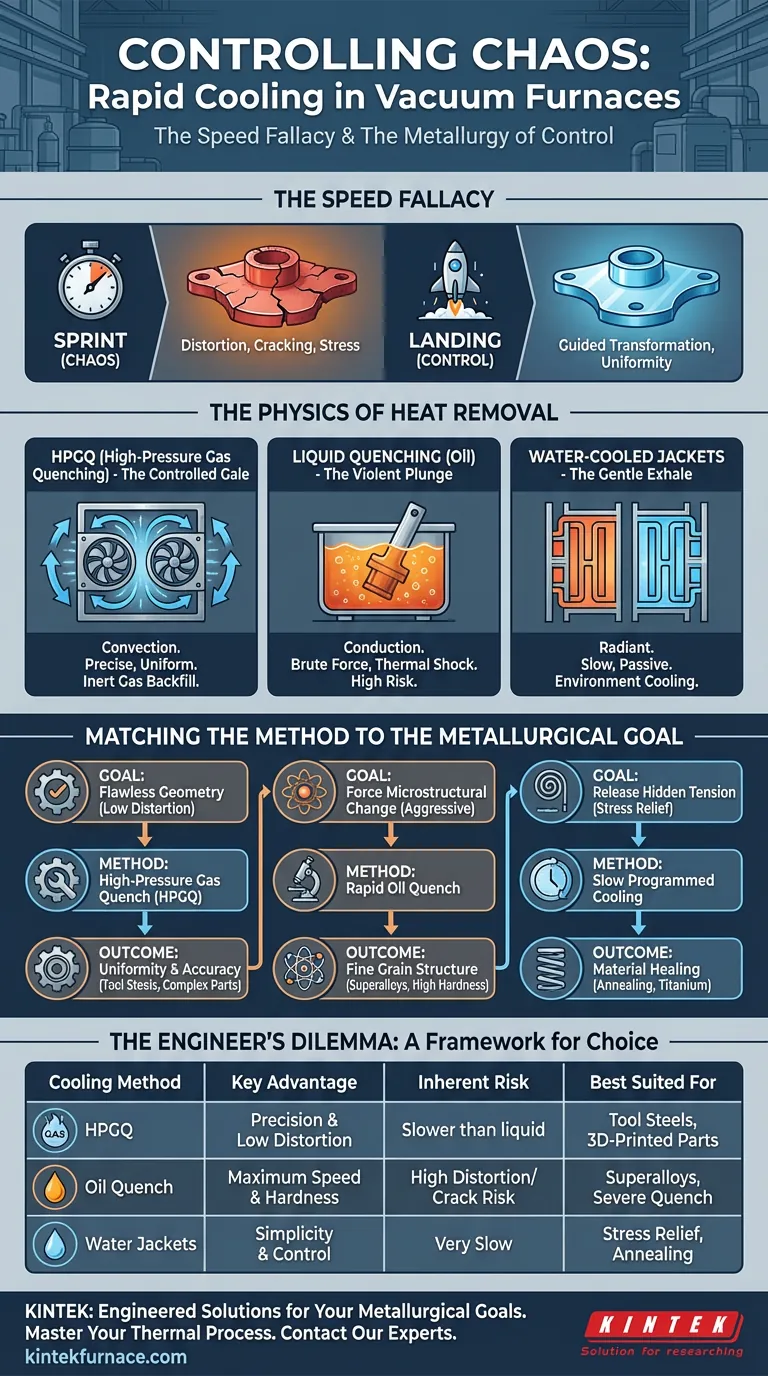
Esta es la falacia de la velocidad.
En el mundo de la metalurgia, el factor más crítico no es la velocidad absoluta de enfriamiento, sino el preciso *control* sobre esa velocidad. El objetivo no es solo eliminar el calor, sino guiar el material a través de una transformación metalúrgica específica, evitando el caos de la distorsión, el agrietamiento y el estrés interno. Es un proceso menos parecido a un sprint y más a aterrizar una nave espacial.
La Física de la Eliminación de Calor
Para dominar el proceso de enfriamiento, primero debemos comprender cómo sale realmente el calor de la pieza de trabajo. Cada método aprovecha un principio diferente de transferencia térmica, ofreciendo un equilibrio único de velocidad y control.
Temple con Gas a Alta Presión (HPGQ): El Vendaval Controlado
Este es el caballo de batalla de los hornos de vacío modernos. Imagina un huracán, perfectamente contenido y dirigido dentro de una cámara sellada.
Después del calentamiento, la cámara se rellena con un gas inerte de alta pureza como nitrógeno o argón. Un potente ventilador hace circular este gas a alta velocidad, presurizándolo a dos atmósferas o más. El gas absorbe el calor directamente de la pieza (convección), lo transporta a un intercambiador de calor enfriado por agua y regresa, enfriado, para repetir el ciclo. Es limpio, preciso y notablemente uniforme.
Temple en Líquido: La Inmersión Violenta
El temple en líquido es un choque térmico diseñado. La pieza caliente se sumerge en un baño de aceite especializado. La inmensa diferencia de temperatura y el contacto directo (conducción) facilitan una tasa de transferencia de calor que el gas nunca puede alcanzar.
Este método es fuerza bruta. Se reserva para materiales, como ciertas superaleaciones, que *requieren* un temple severo para fijar sus propiedades antes de que puedan formarse fases indeseables. La contrapartida es un riesgo significativamente mayor de distorsión y la necesidad de limpieza posterior al proceso.
Camisas Enfriadas por Agua: El Suspiro Suave
Este método es parte de la arquitectura del horno. Las paredes de la cámara están revestidas con canales por donde circula agua de enfriamiento.
A diferencia del temple directo, esta técnica enfría todo el entorno eliminando el calor radiante. Es un proceso lento, pasivo y suave. Ofrece la menor velocidad, pero puede ser esencial cuando el objetivo es permitir que el material se relaje, no impactarlo en un nuevo estado.
Adaptando el Método al Objetivo Metalúrgico
La técnica de enfriamiento correcta se define no por un cronómetro, sino por el resultado deseado a nivel microscópico. El objetivo de ingeniería dicta el método.
El Objetivo: Geometría Impecable y Resistencia Uniforme
Para geometrías complejas de herramientas y troqueles, la principal preocupación es prevenir la distorsión. Incluso una deformación microscópica puede hacer que una pieza costosa sea inútil.
- Método: Temple con Gas a Alta Presión (HPGQ).
- Psicología: Este es un enfoque aversivo al riesgo y centrado en la precisión. La uniformidad del flujo de gas minimiza los gradientes térmicos en la pieza, asegurando que se enfríe de manera uniforme y predecible. Este es el camino para lograr dureza sin sacrificar la precisión dimensional.
El Objetivo: Forzar un Cambio Microestructural
Para materiales como las superaleaciones a base de níquel, el objetivo es una intervención agresiva. Necesitas enfriar el material tan rápido que su estructura atómica no tenga tiempo de asentarse en un estado grueso o indeseable.
- Método: Temple rápido en aceite.
- Psicología: Este enfoque acepta el riesgo por una alta recompensa. El severo choque térmico es un mal necesario para lograr una estructura de grano fina y refinada, que es crucial para el rendimiento del material a temperaturas extremas.
El Objetivo: Liberar Tensión Oculta
Para procesos como el alivio de tensiones en titanio o componentes impresos en 3D, el objetivo es lo opuesto a un temple. Necesitas un enfriamiento lento y controlado para permitir que las tensiones internas se relajen.
- Método: Enfriamiento lento programado con relleno de gas inerte (a menudo asistido por camisas enfriadas por agua).
- Psicología: Esto requiere paciencia. En lugar de forzar un cambio, estás creando las condiciones ideales para que el material se cure a sí mismo. Acelerar este proceso bloquearía las mismas tensiones que estás tratando de eliminar.
El Dilema del Ingeniero: Un Marco para la Elección
Cada decisión de ingeniería es una serie de compensaciones. Elegir un método de enfriamiento requiere equilibrar el resultado metalúrgico ideal con los riesgos prácticos.
| Método de Enfriamiento | Ventaja Clave | Riesgo Inherente | Mejor Adecuado Para |
|---|---|---|---|
| Temple con Gas a Alta Presión | Precisión y Baja Distorsión | Más lento que en líquido | Aceros para Herramientas, Piezas Impresas en 3D, Geometrías Complejas |
| Temple en Aceite | Velocidad y Dureza Máximas | Alto Riesgo de Distorsión/Agrietamiento | Superaleaciones, Materiales que Requieren Temple Severo |
| Camisas Enfriadas por Agua | Simplicidad y Control | Muy Lento | Alivio de Tensión, Recocido, Ciclos de Enfriamiento Lento |
En última instancia, su decisión se guía por su objetivo principal:
- Para dureza con mínima distorsión: Especifique un sistema para temple con gas a alta presión.
- Para transformación de fase agresiva: Diseñe para temple rápido en aceite y planifique las consecuencias.
- Para alivio de tensión y estabilidad: Diseñe para un enfriamiento lento y programado en un entorno inerte.
De la Física Abstracta a Resultados Tangibles
Dominar el procesamiento térmico no se trata solo de alcanzar una temperatura objetivo; se trata de controlar todo el viaje, especialmente el descenso crítico de regreso a la temperatura ambiente. Esto requiere más que un horno; requiere una solución de ingeniería.
En KINTEK, construimos sistemas —desde Hornos de Mufla y Tubo hasta sistemas avanzados de Vacío y CVD— diseñados en torno a sus objetivos metalúrgicos específicos. Nuestra profunda capacidad de personalización significa que diseñamos el sistema de enfriamiento, ya sea una configuración HPGQ controlada con precisión o un tanque de temple en aceite robusto, para brindarle el control que necesita para producir resultados repetibles y confiables.
Si está listo para ir más allá de la falacia de la velocidad y dominar su proceso térmico, Contacte a Nuestros Expertos.
Guía Visual
Productos relacionados
- Horno de prensado en caliente al vacío Horno tubular de prensado al vacío calentado
- Horno de Vacío de Prensa Caliente Máquina de Prensa de Vacío Calentado
- Horno de sinterización y tratamiento térmico en vacío por inducción de 600T
- 2200 ℃ Horno de sinterización y tratamiento térmico en vacío de tungsteno
- Horno de sinterización de tratamiento térmico al vacío con presión para sinterización al vacío
Artículos relacionados
- ¿Son reales sus datos de materiales? Por qué los gradientes de temperatura están saboteando sus mediciones de resistividad de Cu2Se
- Por qué fallan sus materiales de alta temperatura: La guerra oculta dentro de su horno
- La Física de la Perfección: Cómo los Hornos de Vacío Eliminan la Incertidumbre Metalúrgica
- Más allá del calor: El arte de la pureza de los materiales en hornos de vacío
- La Anatomía de la Precisión: Un Marco Estratégico para Elegir su Horno de Vacío



















