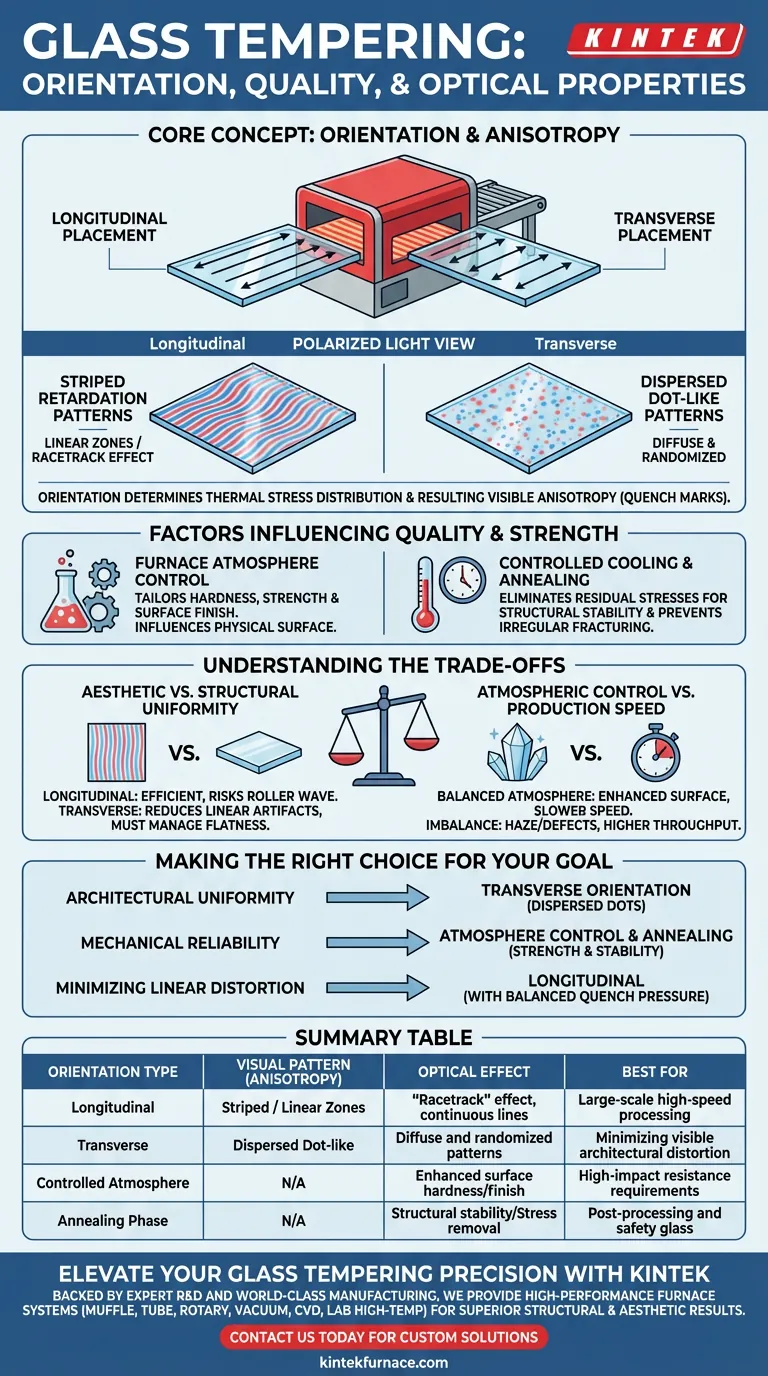
La orientación del vidrio dentro de un horno de templado es el principal factor determinante de los patrones visuales de anisotropía óptica, comúnmente conocidos como marcas de temple o "manchas de leopardo". Al elegir entre una colocación longitudinal o transversal, los fabricantes controlan si el vidrio presenta patrones de retardación rayados o patrones dispersos en forma de puntos cuando se ve bajo luz polarizada.
La orientación del vidrio durante el proceso de templado dicta la distribución de las tensiones térmicas, dando forma directamente a la calidad estética y a la uniformidad óptica del producto final. La alineación adecuada es fundamental para minimizar los patrones de interferencia visibles y garantizar la fiabilidad estructural.
La Relación Entre la Orientación y la Anisotropía Óptica
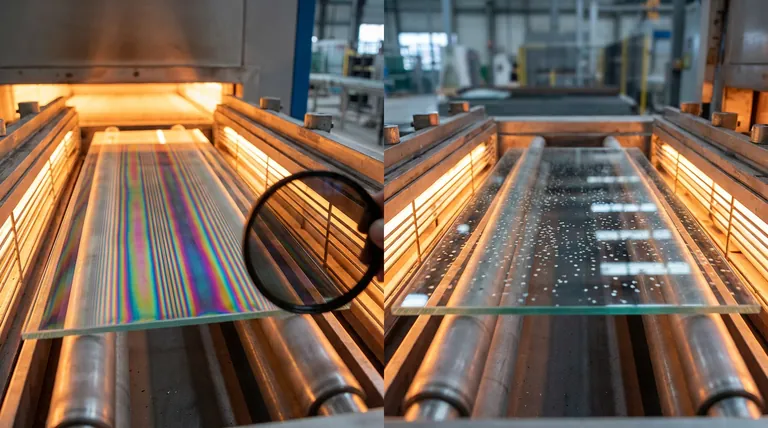
Colocación Longitudinal y Patrones Rayados
Cuando el vidrio se orienta longitudinalmente, el aire de enfriamiento de las boquillas de temple crea típicamente zonas lineales de tensión. Esto da lugar a patrones de retardación rayados que son más visibles cuando el vidrio se observa en ángulo o a través de lentes polarizadas. Estas rayas siguen la trayectoria del vidrio a través del horno, creando un efecto de "pista de carreras" que puede ser prominente en grandes fachadas arquitectónicas.
Colocación Transversal y Patrones en Forma de Puntos
Orientar el vidrio transversalmente cambia la forma en que el aire de enfriamiento interactúa con la superficie. Este método produce patrones dispersos en forma de puntos en lugar de líneas continuas. Estos "puntos" a menudo se perciben como menos molestos en ciertas condiciones de iluminación, ya que rompen la continuidad visual de la anisotropía, haciendo que los efectos ópticos parezcan más difusos y aleatorios.
El Papel de la Luz Polarizada
La anisotropía óptica no siempre es visible a simple vista bajo luz difusa. Sin embargo, bajo condiciones de luz polarizada, como la luz que se refleja en el agua o en ciertas condiciones del cielo, la distribución de la tensión interna se vuelve visible. La orientación elegida en el horno determina la geometría de estos patrones visibles, lo que puede afectar significativamente la calidad estética percibida de las instalaciones de alta gama.
Factores que Influyen en la Calidad y Resistencia del Material
El Impacto de la Atmósfera del Horno
Mientras que la orientación rige la óptica, la atmósfera del horno influye directamente en la superficie física del vidrio. Al controlar con precisión el entorno químico dentro del horno, los fabricantes pueden adaptar la dureza, resistencia y acabado superficial del material. Esto garantiza que el vidrio cumpla con los requisitos mecánicos específicos para su aplicación prevista, como la resistencia a impactos elevados.
Gestión de Tensiones Mediante Enfriamiento Controlado
La calidad se refina aún más mediante la gestión de las tensiones térmicas internas. Un proceso controlado, que a menudo implica mantener el vidrio a aproximadamente 480 °C durante una hora seguido de un enfriamiento lento, elimina las tensiones residuales. Esta fase de "recocido" garantiza la estabilidad estructural y previene fracturas irregulares, permitiendo que el vidrio se procese en partículas más pequeñas sin fallar debido a concentraciones de tensión.
Comprender las Compensaciones
Uniformidad Estética vs. Estructural
Elegir una orientación es a menudo un compromiso entre la estética visual y la consistencia mecánica. La orientación longitudinal puede ser más eficiente para ciertos diseños de hornos, pero corre el riesgo de crear distorsiones o rayas de "onda de rodillo" muy visibles. La orientación transversal puede reducir estos artefactos lineales, pero puede introducir diferentes gradientes de enfriamiento que deben gestionarse cuidadosamente para mantener la planitud de la superficie.
Control Atmosférico vs. Velocidad de Producción
Mantener una atmósfera de horno específica para mejorar la dureza superficial a menudo requiere ciclos de producción más lentos. Si la atmósfera no está perfectamente equilibrada, el vidrio puede sufrir velo superficial o defectos microscópicos. Los fabricantes deben equilibrar la necesidad de un acabado superficial superior con los requisitos de rendimiento de la línea de templado.
Tomar la Decisión Correcta para Su Objetivo
Para lograr los mejores resultados para su aplicación específica de vidrio, considere las siguientes estrategias de orientación y proceso:
- Si su enfoque principal es la uniformidad arquitectónica: Utilice la orientación transversal para producir patrones de puntos dispersos, que generalmente son menos perceptibles en ensamblajes de vidrio a gran escala.
- Si su enfoque principal es la fiabilidad mecánica: Priorice el control de la atmósfera del horno y un programa de recocido riguroso para garantizar que el vidrio pueda soportar el post-procesamiento sin fracturarse.
- Si su enfoque principal es minimizar la distorsión lineal: Alinee el vidrio longitudinalmente, pero asegúrese de que la presión de las boquillas de temple esté perfectamente equilibrada para evitar anisotropías de "rayas" profundas.
La sinergia entre la orientación del vidrio y el control térmico es lo que finalmente transforma un panel estándar en un componente óptico de alto rendimiento.
Tabla Resumen:
| Tipo de Orientación | Patrón Visual (Anisotropía) | Efecto Óptico | Mejor Para |
|---|---|---|---|
| Longitudinal | Rayado / Zonas Lineales | Efecto "pista de carreras", líneas continuas | Procesamiento a gran escala y alta velocidad |
| Transversal | Dispersos en forma de puntos | Patrones difusos y aleatorios | Minimizar la distorsión arquitectónica visible |
| Atmósfera Controlada | N/A | Dureza/acabado superficial mejorado | Requisitos de resistencia a impactos elevados |
| Fase de Recocido | N/A | Estabilidad estructural/Eliminación de tensiones | Post-procesamiento y vidrio de seguridad |
Mejore la Precisión de su Templado de Vidrio con KINTEK
No permita que la anisotropía óptica o los defectos superficiales comprometan la calidad de su producto. En KINTEK, entendemos que la precisión es innegociable. Respaldados por I+D experta y fabricación de clase mundial, ofrecemos sistemas de alto rendimiento de Mufla, Tubo, Rotatorios, Vacío y CVD, junto con hornos de alta temperatura de laboratorio especializados, todos totalmente personalizables para satisfacer sus necesidades específicas de procesamiento térmico.
Ya sea que esté optimizando patrones de temple o perfeccionando el control de la atmósfera del horno, nuestro equipo de expertos está listo para ayudarle a lograr resultados estructurales y estéticos superiores.
¿Listo para refinar su proceso térmico? Contáctenos hoy mismo para encontrar su solución personalizada.
Guía Visual
Referencias
- Optical anisotropy effects in laminated tempered glass. DOI: 10.1007/s40940-024-00285-w
Este artículo también se basa en información técnica de Kintek Furnace Base de Conocimientos .
Productos relacionados
- 2200 ℃ Horno de sinterización y tratamiento térmico en vacío de tungsteno
- Horno de mufla de laboratorio con elevación inferior
- Horno de Mufla de 1200℃ para Laboratorio
- 2200 ℃ Horno de tratamiento térmico al vacío de grafito
- Horno de mufla de alta temperatura para descongelación y presinterización en laboratorio
La gente también pregunta
- ¿Qué condiciones de proceso proporciona un horno de vacío para las cerámicas de Yb:YAG? Configuración experta para la pureza óptica
- ¿Qué papel juega un horno de tratamiento térmico al vacío a alta temperatura en el posprocesamiento de TBC? Mejora la adhesión del recubrimiento
- ¿Qué papel desempeña un horno de sinterización al vacío de alta temperatura en la densificación de las aleaciones de WC-10(Ni, Ni/Co)?
- ¿Cómo afecta el tratamiento térmico al vacío a la estructura de grano de las aleaciones metálicas? Lograr un control preciso de la microestructura
- ¿Qué papel fundamental desempeña un horno de sinterización al vacío a alta temperatura en las cerámicas de Sm:YAG? Dominando la claridad óptica



















