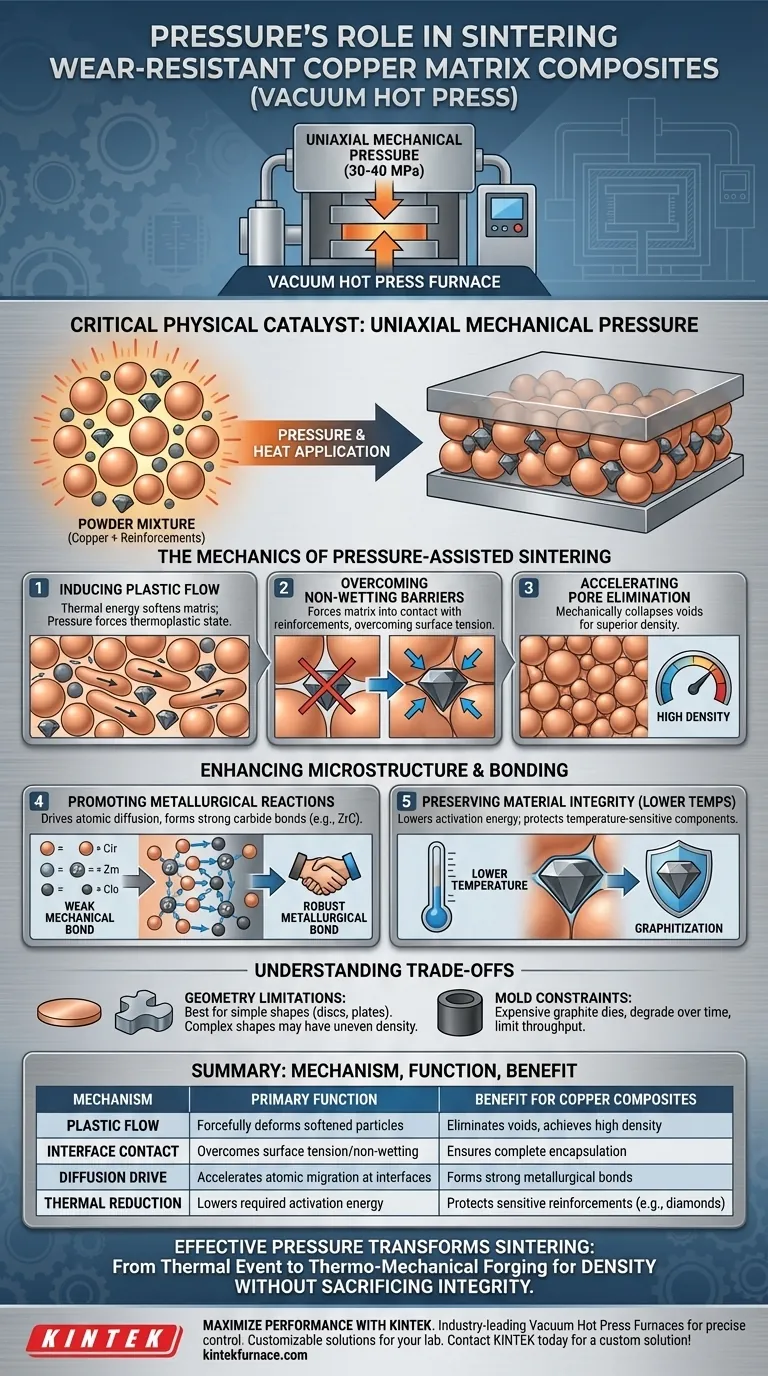
La presión mecánica uniaxial actúa como un catalizador físico crítico que permite la densificación donde la energía térmica por sí sola fallaría. Al aplicar una fuerza significativa (típicamente 30–40 MPa) directamente a la mezcla de polvo durante la fase de calentamiento, el horno induce flujo plástico y reordenamiento de partículas, aplastando físicamente los huecos y forzando a la matriz de cobre a adaptarse a las partículas rígidas resistentes al desgaste.
Conclusión Clave La aplicación de presión cumple dos funciones simultáneas: fuerza mecánicamente la densificación para superar el comportamiento natural de no mojado de los composites de cobre y permite que el sinterizado ocurra a temperaturas más bajas. Esta dualidad preserva la integridad de los componentes sensibles a la temperatura (como los diamantes) al tiempo que garantiza una matriz estructuralmente sólida y libre de huecos.

La Mecánica del Sinterizado Asistido por Presión
Inducción de Flujo Plástico
La energía térmica ablanda la matriz de cobre, pero se requiere presión para moverla. La aplicación de presión uniaxial fuerza a las partículas metálicas a un estado termoplástico. Esto hace que las partículas se deslicen unas sobre otras y se deformen, llenando los espacios intersticiales que de otro modo permanecerían como poros.
Superación de Barreras de No Mojado
El cobre naturalmente resiste la unión con ciertos materiales a base de carbono, como el grafito o el diamante. La alta presión mecánica supera este problema de tensión superficial y no mojado al forzar físicamente la matriz en contacto con la fase de refuerzo. Esto asegura la encapsulación completa de las partículas resistentes al desgaste, lo cual es imposible con el sinterizado sin presión.
Aceleración de la Eliminación de Poros
En el sinterizado estándar, los poros se cierran lentamente por difusión; en el prensado en caliente, se colapsan mecánicamente. La fuerza externa elimina a la fuerza los huecos entre las partículas, aumentando significativamente la densidad final del composite. Esto resulta en un material a granel con propiedades mecánicas superiores y menos defectos estructurales.
Mejora de la Microestructura y la Unión
Promoción de Reacciones Metalúrgicas
La presión no solo compacta las partículas; impulsa la difusión atómica. La energía mecánica ayuda a impulsar los elementos de aleación (como el Zirconio) a la interfaz, desencadenando reacciones que forman carburos (por ejemplo, Carburo de Zirconio). Esto transforma el composite de una unión mecánica débil a una unión metalúrgica robusta.
Preservación de la Integridad del Material mediante Temperaturas Más Bajas
La presión reduce la energía de activación requerida para la densificación. Esto permite que el proceso alcance alta densidad a temperaturas más bajas o tiempos de mantenimiento significativamente más cortos. Reducir la exposición térmica es crítico para prevenir la grafitización de los diamantes y detener el crecimiento excesivo de grano en la matriz de cobre.
Comprensión de los Compromisos
Limitaciones Geométricas
La presión se aplica uniaxialmente (de arriba y abajo). Esto hace que el proceso sea excelente para formas simples como discos o placas, pero inadecuado para geometrías complejas y no simétricas que pueden experimentar una densidad desigual.
Restricciones del Molde
El proceso depende de troqueles de grafito para transmitir presión a altas temperaturas. Estos moldes son caros, se degradan con el tiempo y limitan el rendimiento del proceso de fabricación en comparación con los métodos de sinterizado continuo.
Tomando la Decisión Correcta para su Objetivo
- Si su enfoque principal es preservar la dureza del diamante: Priorice una mayor presión para permitir temperaturas de sinterizado más bajas, manteniendo el proceso por debajo del umbral de grafitización (aprox. 1000°C).
- Si su enfoque principal es la resistencia de la unión interfacial: Asegúrese de que la presión se mantenga durante la meseta de temperatura máxima para impulsar la difusión de elementos activos (como Zr o Ti) para la formación de carburos.
- Si su enfoque principal es la densidad máxima: Utilice la presión específicamente para superar las características de no mojado entre la matriz de cobre y los refuerzos de grafito/cerámica.
El uso efectivo de la presión transforma el proceso de sinterizado de un evento térmico a un forjado termomecánico, asegurando la densidad sin sacrificar la integridad del material.
Tabla Resumen:
| Mecanismo | Función Principal | Beneficio para Composites de Cobre |
|---|---|---|
| Flujo Plástico | Deforma forzosamente las partículas metálicas ablandadas | Elimina huecos y logra una densidad teórica cercana |
| Contacto Interfacial | Supera la tensión superficial/no mojado | Asegura la encapsulación completa de partículas resistentes al desgaste |
| Impulso de Difusión | Acelera la migración atómica en las interfaces | Forma fuertes uniones metalúrgicas a través de la formación de carburos |
| Reducción Térmica | Disminuye la energía de activación requerida | Protege los refuerzos sensibles a la temperatura como los diamantes |
Maximice el Rendimiento de su Material con KINTEK
La ingeniería de precisión exige un control preciso de la temperatura y la presión. KINTEK ofrece Hornos de Prensa en Caliente al Vacío, sistemas Muffle, Tube y CVD líderes en la industria, diseñados para cumplir con los rigurosos requisitos de la síntesis de materiales avanzados.
Ya sea que esté desarrollando composites de matriz de cobre resistentes al desgaste o aleaciones de alto rendimiento, nuestros expertos equipos de I+D y fabricación ofrecen hornos de laboratorio personalizables de alta temperatura adaptados a sus especificaciones únicas. Asegure una densidad y una integridad estructural superiores para sus proyectos hoy mismo.
¿Listo para mejorar las capacidades de su laboratorio? ¡Contacte a KINTEK hoy mismo para una solución personalizada!
Guía Visual
Productos relacionados
- Máquina de horno de prensado en caliente al vacío para laminar y calentar
- Horno de sinterización y tratamiento térmico en vacío por inducción de 600T
- Horno de prensado en caliente al vacío Horno tubular de prensado al vacío calentado
- Horno de Vacío de Prensa Caliente Máquina de Prensa de Vacío Calentado
- Horno tubular de vacío de laboratorio de alta presión Horno tubular de cuarzo
La gente también pregunta
- ¿Qué es un horno de prensa en caliente al vacío? Desbloquee un rendimiento superior de los materiales
- ¿Cuál es la función principal del entorno de vacío en un horno de prensa en caliente al vacío durante el procesamiento de aleaciones de titanio? Prevenir la fragilización para una ductilidad superior
- ¿Qué consideraciones guían la selección de elementos calefactores y métodos de presurización para un horno de prensa en caliente al vacío?
- ¿Cuáles son los beneficios del sistema de ambiente de vacío en un horno de prensa en caliente al vacío? Desbloquee el sinterizado de alta densidad
- ¿Cuál es la importancia del entorno de vacío para el sinterizado de acero inoxidable? Desbloquea alta densidad y pureza



















