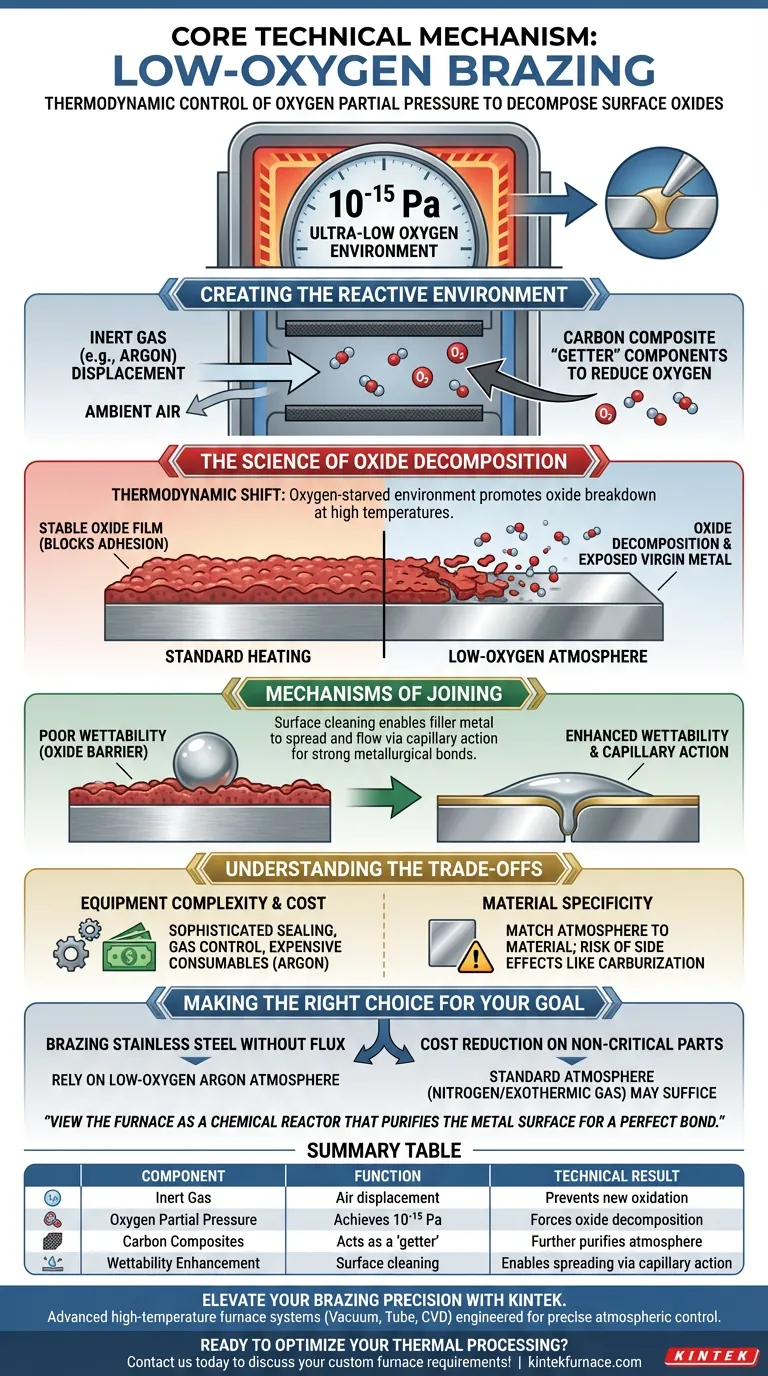
El mecanismo técnico central es el control termodinámico de la presión parcial de oxígeno para descomponer los óxidos superficiales. Utilizando gases inertes como argón y componentes de composite de carbono, el horno reduce los niveles de oxígeno a aproximadamente 10⁻¹⁵ Pa. Este entorno de oxígeno ultra bajo no solo previene la oxidación nueva, sino que provoca activamente la descomposición de las películas de óxido existentes en metales como el acero inoxidable, creando una superficie prístina para que el metal de aporte se moje y se extienda.
El éxito en la soldadura fuerte a bajo oxígeno depende de la manipulación de la atmósfera para favorecer el metal puro sobre los óxidos metálicos. Al lograr una presión parcial de oxígeno ultra baja, el proceso elimina las barreras químicas, permitiendo que el metal de aporte forme fuertes uniones metalúrgicas a través de una humectabilidad mejorada.

Creación del Entorno Reactivo
El Papel de los Gases Inertes
La base de este proceso implica el desplazamiento del aire atmosférico con gases protectores. Se introducen gases inertes, como el argón, en la cámara del horno para crear una barrera contra el oxígeno ambiental.
Logro de Presión Parcial Ultra Baja
El desplazamiento por sí solo a menudo es insuficiente para una soldadura fuerte de alta calidad; el sistema debe alcanzar una presión parcial de oxígeno extremadamente baja, específicamente alrededor de 10⁻¹⁵ Pa. Este nivel de pureza a menudo se ve asistido por cintas transportadoras de composite de carbono, que pueden actuar como un "captador" para reducir aún más la presencia de oxígeno dentro de la zona caliente.
La Ciencia de la Descomposición de Óxidos
Inversión de la Oxidación
El calentamiento estándar hace que los metales formen películas de óxido estables que bloquean la adhesión. Sin embargo, en este entorno específico de bajo oxígeno, la termodinámica cambia. La atmósfera tiene tanta escasez de oxígeno que promueve la descomposición de los óxidos superficiales existentes a altas temperaturas.
Exposición del Sustrato
A medida que la película de óxido se descompone, se expone el metal "virgen" subyacente. Esto es crítico para materiales como el acero inoxidable, donde la capa de óxido pasivo es notoriamente difícil de penetrar sin fundentes químicos agresivos.
Mecanismos de Unión
Mejora de la Humectabilidad
Para que una soldadura fuerte funcione, el metal de aporte fundido debe poder "mojar" el metal base. Las películas de óxido impiden esto, haciendo que el metal de aporte se aglomere. Al descomponer los óxidos, el horno mejora significativamente la capacidad de propagación del metal de aporte de soldadura fuerte sobre la superficie del componente.
Facilitación de la Acción Capilar
Una vez lograda la humectabilidad, entran en juego los mecanismos físicos. La acción capilar atrae el metal de aporte líquido hacia la estrecha holgura entre las piezas. Sin la barrera de óxido, el metal de aporte fluye suavemente y se solidifica para formar una unión metalúrgica consistente.
Comprensión de las Compensaciones
Complejidad y Costo del Equipo
Lograr una presión parcial de 10⁻¹⁵ Pa requiere sellado sofisticado, sistemas de control de gas y consumibles costosos como el argón. Este es un proceso significativamente más complejo y costoso que la soldadura fuerte en aire estándar o la soldadura fuerte en atmósfera de menor grado.
Especificidad del Material
Si bien es ideal para el acero inoxidable, la atmósfera debe combinarse cuidadosamente con el material. La mala gestión de la mezcla de gas (por ejemplo, la introducción de gases reactivos como hidrógeno o nitrógeno cuando no es apropiado) puede provocar efectos secundarios no deseados como cementación o fragilización, en lugar de una simple reducción de óxido.
Tomando la Decisión Correcta para Su Objetivo
Para determinar si este proceso se alinea con sus requisitos de fabricación, considere lo siguiente:
- Si su enfoque principal es la soldadura fuerte de acero inoxidable sin fundente: Confíe en la atmósfera de argón a bajo oxígeno para descomponer la capa de óxido pasivo de forma natural.
- Si su enfoque principal es la reducción de costos en piezas no críticas: Un horno de atmósfera estándar que utilice nitrógeno o gas exotérmico simple puede ser suficiente, siempre que la tolerancia de la junta a la oxidación sea mayor.
Dominar la soldadura fuerte a bajo oxígeno requiere ver el horno no solo como un calentador, sino como un reactor químico que purifica la superficie del metal para una unión perfecta.
Tabla Resumen:
| Componente del Mecanismo | Función | Resultado Técnico |
|---|---|---|
| Gas Inerte (Argón) | Desplazamiento de aire | Previene nueva oxidación durante el calentamiento |
| Presión Parcial de Oxígeno | Alcanza 10⁻¹⁵ Pa | Obliga a la descomposición de los óxidos superficiales existentes |
| Composites de Carbono | Actúa como "captador" | Purifica aún más la atmósfera local del horno |
| Mejora de la Humectabilidad | Limpieza de la superficie | Permite que el metal de aporte se extienda por acción capilar |
Eleve la Precisión de su Soldadura Fuerte con KINTEK
No permita que los óxidos superficiales comprometan la integridad de su unión. Los sistemas avanzados de hornos de alta temperatura de KINTEK, incluidos los hornos de vacío, de tubo y CVD, están diseñados para proporcionar el control atmosférico preciso requerido para la soldadura fuerte a ultra bajo oxígeno.
Respaldados por I+D y fabricación expertas, nuestros sistemas son totalmente personalizables para satisfacer las demandas únicas de materiales de su laboratorio o línea de producción. Ya sea que esté soldando acero inoxidable o desarrollando aleaciones especializadas, proporcionamos la ventaja técnica que necesita para garantizar uniones metalúrgicas impecables.
¿Listo para optimizar su procesamiento térmico? Contáctenos hoy para discutir sus requisitos de horno personalizados.
Guía Visual
Referencias
- Yoshio Bizen, Yasuyuki Miyazawa. Brazing of Ferritic Stainless Steel with Ni-25Cr-6P-1.5Si-0.5B-1.5Mo Amorphous Brazing Foil Having a Liquidus of 1243 K with Continuous Conveyor Belt Furnace in Low-Oxygen Atmosphere. DOI: 10.2320/matertrans.mt-m2023207
Este artículo también se basa en información técnica de Kintek Furnace Base de Conocimientos .
Productos relacionados
- Horno de atmósfera controlada de nitrógeno inerte a 1200 ℃
- 1400℃ Horno de atmósfera de nitrógeno inerte controlada
- Horno de atmósfera controlada de nitrógeno inerte e hidrógeno
- 1700℃ Horno de atmósfera de nitrógeno inerte controlada
- Horno de atmósfera controlada con cinta de malla Horno de atmósfera inerte de nitrógeno
La gente también pregunta
- ¿Cómo facilita un horno de vacío o de atmósfera controlada los experimentos de gota sésil? Optimizar el análisis de mojado de aleaciones
- ¿Cuáles son los cuatro tipos principales de atmósferas controladas utilizadas en estos hornos? Optimice sus procesos de tratamiento térmico
- ¿Cuáles son los beneficios clave del control preciso de la temperatura en un horno de atmósfera controlada? Desbloquee calidad y eficiencia superiores
- ¿Qué tipos de gases se utilizan en los hornos de atmósfera controlada? Optimice la protección y transformación de materiales
- ¿Cuáles son las consideraciones operativas para un horno de atmósfera controlada? Factores clave para el procesamiento de materiales















