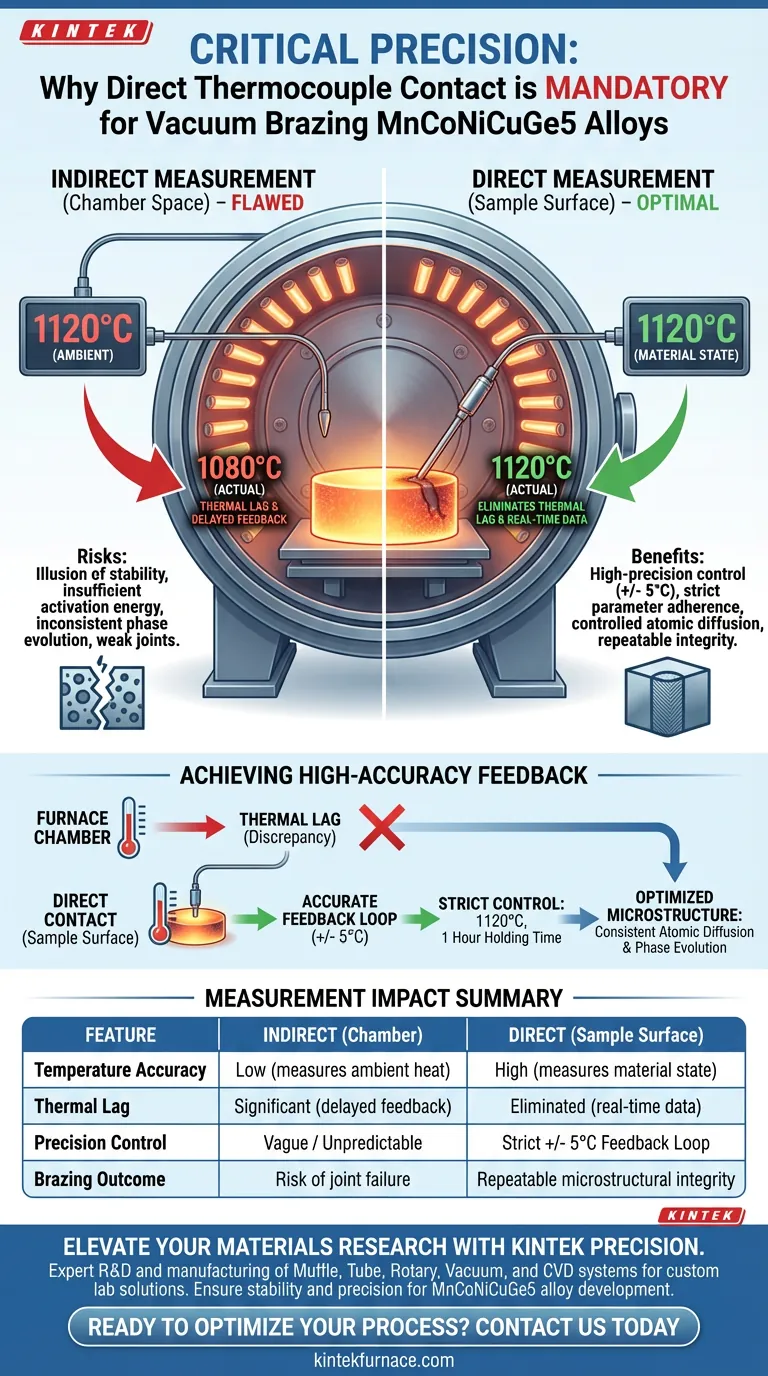
El contacto directo entre el termopar y la superficie de la muestra es obligatorio porque elimina el desfase térmico significativo que existe entre el espacio de la cámara del horno y la aleación MnCoNiCuGe5 en sí. Al medir la muestra directamente, se asegura de que el sistema actúe sobre la temperatura real del material en lugar del entorno ambiental, lo que permite un bucle de retroalimentación de alta precisión con una exactitud de +/- 5 grados Celsius.
Conclusión principal Para garantizar la repetibilidad de la difusión atómica y la evolución de fases, no puede depender de la temperatura ambiente del horno. Debe anclar su control térmico a la superficie física de la muestra para lograr la estricta precisión requerida para una soldadura fuerte al vacío exitosa.
La física de la precisión térmica
Eliminación del desfase de temperatura
En la soldadura fuerte al vacío, a menudo existe una discrepancia entre la temperatura de los elementos calefactores (la cámara del horno) y la temperatura real de la muestra.
Si mide el espacio de la cámara, está midiendo el potencial de calor, no el calor absorbido por la aleación. Fijar el termopar directamente a la muestra cierra esta brecha, eliminando el desfase de temperatura de la ecuación de datos.
Lograr una retroalimentación de alta precisión
El contacto directo con la superficie convierte un proceso de calentamiento general en una operación de precisión.
Esta configuración específica permite una precisión de control de +/- 5 grados Celsius. Sin este bucle de retroalimentación estricto, la temperatura real de la aleación podría desviarse de la ventana de procesamiento óptima, incluso si el controlador del horno muestra el punto de ajuste correcto.
Por qué el control es importante para las aleaciones MnCoNiCuGe5
Control estricto de los parámetros de soldadura fuerte
Las aleaciones de alta entropía como MnCoNiCuGe5 requieren condiciones exactas para procesarse correctamente.
La referencia principal destaca una temperatura de soldadura fuerte específica de 1120 grados Celsius y un tiempo de mantenimiento de 1 hora. La fijación directa del termopar garantiza que estos parámetros sean cumplidos por el material en sí, no solo por el aire circundante.
Garantizar la repetibilidad del proceso
El objetivo final de esta precisión es controlar la microestructura de la unión.
La estricta adhesión a los perfiles de temperatura y tiempo garantiza la repetibilidad de la difusión atómica a través de la interfaz de la unión. Además, regula la evolución de fases, asegurando que las propiedades del material resultante sean consistentes de un experimento a otro.
Comprender los riesgos de la medición indirecta
La ilusión de la estabilidad
Una dificultad común en los experimentos a alta temperatura es asumir que la temperatura del horno es igual a la temperatura de la muestra.
Si se basa en el termopar de la cámara, puede creer que la muestra ha alcanzado los 1120 grados Celsius cuando en realidad está significativamente más fría. Esto resulta en una energía de activación insuficiente para los procesos de difusión necesarios.
Comprometer la integridad de la unión
La contrapartida de una configuración más fácil (no fijar el termopar a la muestra) es una pérdida total de validez experimental.
Si la temperatura fluctúa más allá de la tolerancia de +/- 5 grados debido al desfase, la evolución de fases dentro de la unión soldada se vuelve impredecible. Esto conduce a uniones débiles y datos que no se pueden replicar en estudios futuros.
Garantizar el éxito en la soldadura fuerte al vacío
Para replicar el éxito de la difusión atómica y la formación de fases en aleaciones MnCoNiCuGe5, debe priorizar la fuente de sus datos térmicos.
- Si su enfoque principal es la precisión experimental: Fije el termopar a la muestra para garantizar que la lectura refleje el estado real del material dentro de +/- 5 grados Celsius.
- Si su enfoque principal es el control microestructural: Utilice la retroalimentación térmica directa para aplicar estrictamente el punto de ajuste de 1120 grados Celsius y el tiempo de mantenimiento de 1 hora requeridos para una evolución de fases consistente.
La precisión en la medición es el único camino hacia la previsibilidad en el rendimiento del material.
Tabla resumen:
| Característica | Medición indirecta (Cámara) | Medición directa (Superficie de la muestra) |
|---|---|---|
| Precisión de temperatura | Baja (mide calor ambiental) | Alta (mide el estado del material) |
| Desfase térmico | Significativo (retroalimentación retrasada) | Eliminado (datos en tiempo real) |
| Control de precisión | Vago / Impredecible | Bucle de retroalimentación estricto de +/- 5 °C |
| Impacto del proceso | Evolución de fases inconsistente | Difusión atómica controlada |
| Resultado de la soldadura fuerte | Riesgo de fallo de la unión | Integridad microestructural repetible |
Mejore su investigación de materiales con la precisión de KINTEK
Logre el estricto control térmico requerido para el desarrollo de aleaciones de alta entropía con las soluciones de calentamiento avanzadas de KINTEK. Respaldado por I+D y fabricación expertas, KINTEK ofrece sistemas de mufla, tubulares, rotatorios, de vacío y CVD, todos personalizables para satisfacer sus necesidades experimentales únicas. Ya sea que esté soldando al vacío aleaciones MnCoNiCuGe5 o desarrollando nuevos materiales, nuestros hornos de alta temperatura brindan la estabilidad y precisión que usted exige.
¿Listo para optimizar su proceso de soldadura fuerte al vacío? Contáctenos hoy para encontrar su solución de laboratorio personalizada.
Guía Visual
Referencias
- S.V. Maksymova, V.V. Voronov. Structure formation of seams using high-entropic brazing filler metal MnCoNiCuGe5. DOI: 10.21203/rs.3.rs-7260180/v1
Este artículo también se basa en información técnica de Kintek Furnace Base de Conocimientos .
Productos relacionados
- Horno de sinterización y soldadura para tratamiento térmico en vacío
- Horno de Vacío de Prensa Caliente Máquina de Prensa de Vacío Calentado
- Pequeño horno de tratamiento térmico al vacío y sinterización de alambre de tungsteno
- Horno de sinterización al vacío para tratamiento térmico Horno de sinterización al vacío para alambre de molibdeno
- Horno de prensado en caliente al vacío Horno tubular de prensado al vacío calentado
La gente también pregunta
- ¿Cuáles son las ventajas técnicas de utilizar lámina de Ti-35Ni-25Nb? Alta tenacidad y estabilidad de la fase beta.
- ¿Cuál es uno de los usos más importantes de los hornos de tratamiento térmico al vacío en la industria aeroespacial? Lograr una Resistencia Superior en Aleaciones Aeronáuticas
- ¿Cuál es el papel de los hornos de alta precisión en el tratamiento térmico de Inconel 718? Domine la ingeniería de la microestructura
- ¿Cuál es la función de los hornos industriales de tratamiento térmico al vacío? Elevar la calidad del acero martensítico impreso en 3D
- ¿Cuáles son las ventajas de utilizar un horno de tratamiento térmico al vacío? Logre una calidad y control de materiales superiores



















