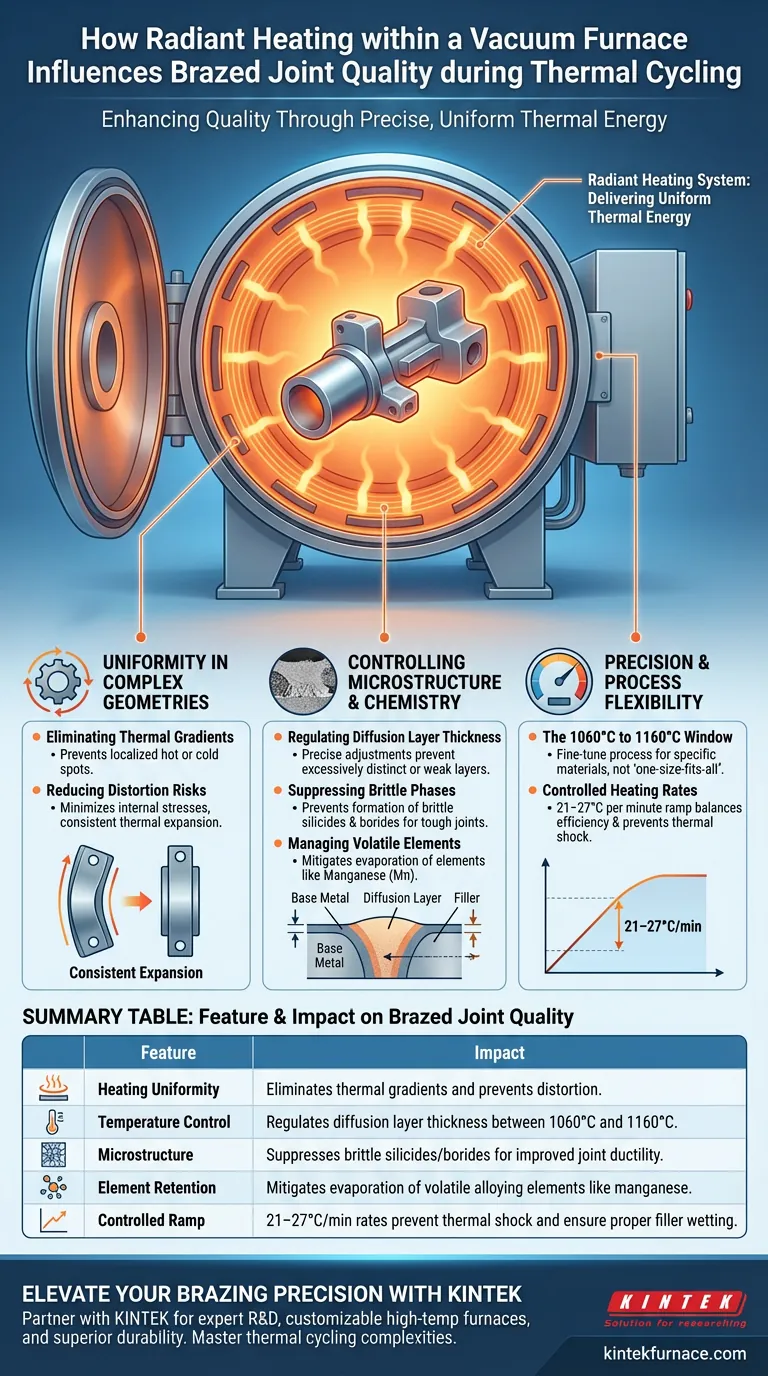
Los sistemas de calentamiento radiante mejoran significativamente la calidad de las juntas soldadas al proporcionar energía térmica precisa y uniforme a los componentes, incluso a aquellos con geometrías complejas. Al permitir velocidades de calentamiento controladas de típicamente 21–27 °C por minuto, este método garantiza la estabilidad microestructural y previene la formación de defectos que comprometen la integridad de la junta durante el ciclo térmico.
Al mantener un estricto control de la temperatura entre 1060 °C y 1160 °C, el calentamiento radiante regula el espesor de la capa de difusión y suprime la precipitación de fases quebradizas. Esta precisión es el factor determinante para prevenir la evaporación de elementos y garantizar una unión dúctil y duradera.

El papel de la uniformidad en geometrías complejas
Eliminación de gradientes térmicos
El calentamiento radiante proporciona un entorno térmico estable que rodea el componente. Esto asegura que las piezas con geometrías complejas se calienten uniformemente desde todos los lados, en lugar de sufrir puntos calientes o fríos localizados.
Reducción de riesgos de distorsión
Cuando el calentamiento es uniforme, la expansión térmica en todo el componente es constante. Esto minimiza las tensiones internas que a menudo conducen a distorsiones o deformaciones durante el ciclo de soldadura.
Control de la microestructura y la química
Regulación del espesor de la capa de difusión
La resistencia de una junta soldada depende en gran medida de la capa de difusión entre el metal base y el material de aporte. El calentamiento radiante permite ajustes precisos de temperatura que regulan el espesor de esta capa, evitando que sea demasiado definida o débil.
Supresión de fases quebradizas
Una causa importante de falla de la junta es la precipitación de intermetálicos quebradizos. El control térmico preciso suprime eficazmente la formación de silicidas y boruros quebradizos, asegurando que la junta permanezca tenaz en lugar de frágil.
Gestión de elementos volátiles
Ciertos elementos de aleación, como el manganeso, son propensos a la evaporación bajo calor y vacío elevados. El control que ofrecen los sistemas radiantes mitiga esta pérdida, preservando la composición química y las propiedades previstas de la aleación de soldadura.
Precisión y flexibilidad del proceso
La ventana de 1060 °C a 1160 °C
Los sistemas radiantes ofrecen una flexibilidad excepcional dentro del rango crítico de soldadura de 1060 °C y 1160 °C. Esta capacidad de ajuste permite a los operadores afinar el proceso para materiales específicos en lugar de depender de un enfoque de "talla única".
Velocidades de calentamiento controladas
La capacidad de mantener una velocidad de calentamiento de 21–27 °C por minuto proporciona un equilibrio entre eficiencia y prevención de choques térmicos. Esta rampa controlada es esencial para permitir que el material de aporte de soldadura fluya y moje la superficie adecuadamente sin degradación.
Comprensión de las compensaciones
Tiempo de ciclo frente a calidad
Si bien una velocidad de 21–27 °C por minuto garantiza una alta calidad, es un proceso deliberado. Este método prioriza la integridad microestructural sobre el rendimiento rápido, lo que potencialmente extiende los tiempos de ciclo en comparación con métodos de calentamiento menos precisos.
Sensibilidad del proceso
La flexibilidad para ajustar las temperaturas entre 1060 °C y 1160 °C requiere un desarrollo de proceso preciso. Los operadores deben determinar los parámetros exactos para equilibrar el espesor de difusión con la evaporación de elementos, ya que ligeras desviaciones pueden alterar las propiedades mecánicas de la junta.
Optimización de su estrategia de soldadura
Para aprovechar eficazmente el calentamiento radiante, alinee los parámetros de su proceso con las necesidades específicas de su componente:
- Si su enfoque principal es la complejidad geométrica: Utilice la distribución uniforme del calentamiento para minimizar la distorsión en piezas con formas intrincadas o secciones transversales variables.
- Si su enfoque principal es la ductilidad de la junta: Apunte a la supresión de silicidas y boruros controlando estrictamente el tiempo de permanencia y la temperatura dentro del rango de 1060 °C–1160 °C.
- Si su enfoque principal es la integridad de la aleación: Supervise la velocidad de rampa de vacío y temperatura para prevenir la evaporación de elementos volátiles como el manganeso.
La gestión térmica precisa es la diferencia entre una junta que sobrevive al ciclo térmico y una que falla prematuramente.
Tabla resumen:
| Característica | Impacto en la calidad de la junta soldada |
|---|---|
| Uniformidad de calentamiento | Elimina gradientes térmicos y previene distorsiones en geometrías complejas. |
| Control de temperatura | Regula el espesor de la capa de difusión entre 1060 °C y 1160 °C. |
| Microestructura | Suprime silicidas/boruros quebradizos para mejorar la ductilidad de la junta. |
| Retención de elementos | Mitiga la evaporación de elementos de aleación volátiles como el manganeso. |
| Rampa controlada | Las velocidades de 21–27 °C/min previenen el choque térmico y aseguran una correcta humectación del material de aporte. |
Mejore la precisión de su soldadura con KINTEK
No permita que la inestabilidad térmica comprometa sus componentes críticos. KINTEK proporciona soluciones de hornos de vacío líderes en la industria diseñadas para dominar las complejidades del ciclo térmico.
¿Por qué asociarse con KINTEK?
- I+D Experta: Acceda a información avanzada sobre procesamiento térmico para geometrías complejas.
- Sistemas Personalizables: Desde sistemas de mufla y tubo hasta sistemas de vacío y CVD, adaptamos nuestros hornos de alta temperatura a sus especificaciones exactas.
- Durabilidad Superior: Asegure uniones dúctiles y confiables que resisten la formación de fases quebradizas.
¿Listo para optimizar su estrategia de gestión térmica? Contacte a nuestro equipo de expertos hoy mismo para descubrir cómo nuestros hornos de laboratorio personalizables pueden transformar sus resultados de fabricación.
Guía Visual
Referencias
- S.V. Maksymova, P.V. Kovalchuk. Brazing stainless steel with high chromium nickel alloy. DOI: 10.21203/rs.3.rs-7259392/v1
Este artículo también se basa en información técnica de Kintek Furnace Base de Conocimientos .
Productos relacionados
- 2200 ℃ Horno de tratamiento térmico al vacío de grafito
- Horno de sinterización y soldadura para tratamiento térmico en vacío
- Horno de sinterización de tratamiento térmico al vacío con presión para sinterización al vacío
- 2200 ℃ Horno de sinterización y tratamiento térmico en vacío de tungsteno
- Horno de tratamiento térmico al vacío con revestimiento de fibra cerámica
La gente también pregunta
- ¿Cuál es el papel de los hornos de alta precisión en el tratamiento térmico de Inconel 718? Domine la ingeniería de la microestructura
- ¿Cómo funciona un horno de tratamiento térmico al vacío? Logre resultados prístinos y de alto rendimiento
- ¿Cómo mejora un horno de tratamiento térmico al vacío el estado de las aleaciones metálicas? Logre un rendimiento superior del metal
- ¿Cuál es la función de los hornos industriales de tratamiento térmico al vacío? Elevar la calidad del acero martensítico impreso en 3D
- ¿Cuál es la aplicación principal de los hornos de tratamiento térmico al vacío en la industria aeroespacial? Mejore el rendimiento de los componentes con precisión



















