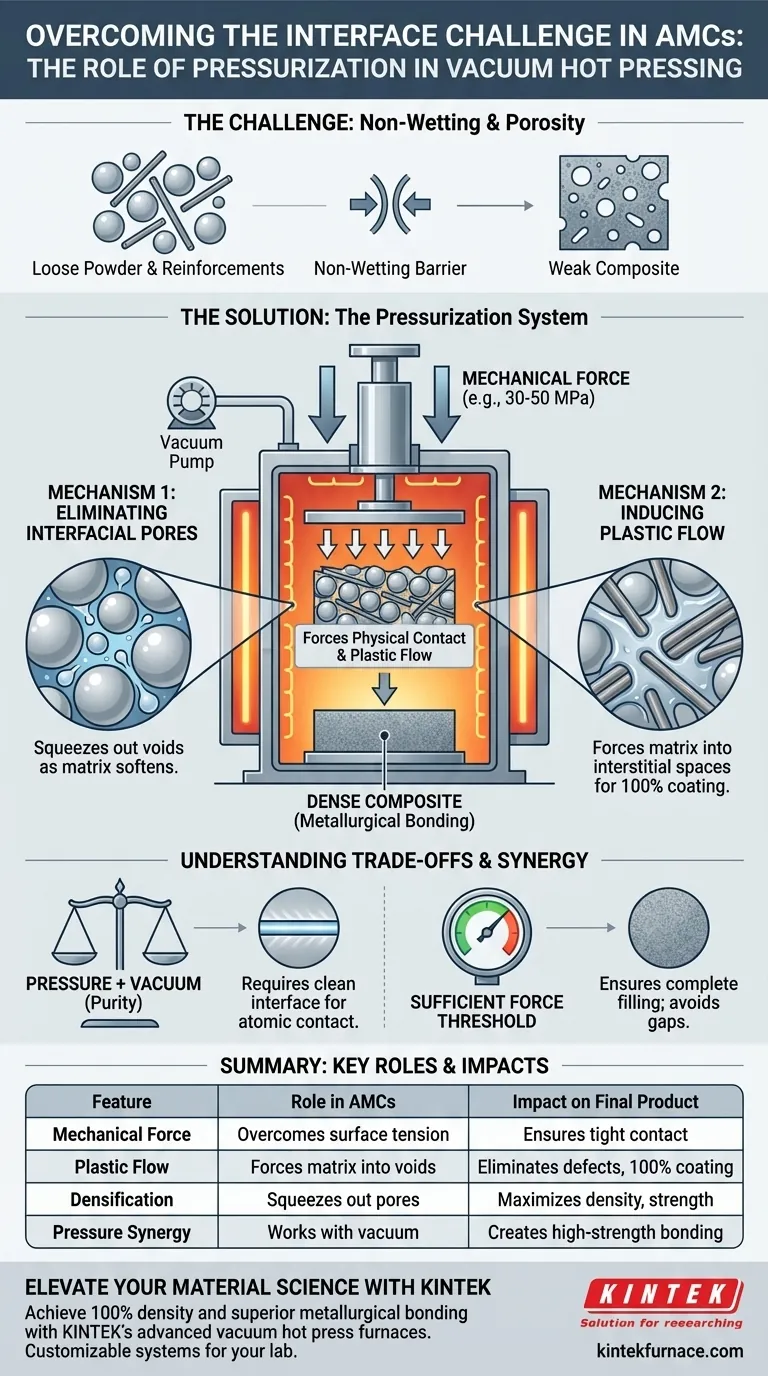
El sistema de presurización es el factor mecánico decisivo para resolver los problemas inherentes de "no humectación" que se encuentran a menudo en los compuestos de matriz de aluminio (AMC). Mientras que la energía térmica ablanda el material, la aplicación de fuerza mecánica a altas temperaturas obliga físicamente a la matriz de aluminio y a los refuerzos, como los nanotubos de carbono o las fibras de carburo de silicio, a un contacto estrecho, superando la tensión interfacial natural que conduce a la porosidad.
El Mecanismo Central La presión actúa como puente entre el polvo suelto y un compuesto sólido. Al forzar el material de la matriz a someterse a un intenso flujo plástico, el sistema de presurización elimina los vacíos interfaciales que la difusión por sí sola no puede cerrar, impulsando la transición del simple contacto físico a una fuerte unión metalúrgica.

Superando la Barrera de la No Humectación
El Desafío de la Repulsión Natural
En muchos AMC, especialmente aquellos que combinan polvo de aluminio con nanotubos de carbono, los materiales exhiben fenómenos de no humectación.
Esto significa que el aluminio fundido o semisólido se resiste a extenderse sobre la superficie del refuerzo. En un entorno de sinterización sin presión, esta resistencia da como resultado una interfaz porosa y débil donde los materiales no logran adherirse.
Forzando el Contacto Físico
El sistema de presurización contrarresta el comportamiento de no humectación aplicando una fuerza mecánica significativa (por ejemplo, 30-50 MPa).
Esta presión externa fuerza físicamente las partículas de polvo contra los refuerzos. Supera la tensión superficial que mantiene separados los materiales, asegurando que la matriz de aluminio rodee el refuerzo en lugar de separarse de él.
Mecanismos de Densificación
Eliminación de Poros Interfaciales
El papel principal del sistema de presurización es la eliminación mecánica de los vacíos.
A medida que aumenta la temperatura y la matriz se ablanda, la presión aplicada exprime los espacios vacíos (poros) ubicados en la interfaz entre la matriz y el refuerzo. Este proceso de densificación es fundamental para prevenir debilidades estructurales dentro del compuesto final.
Inducción de Flujo Plástico
Más allá de la simple compresión, el sistema impulsa un intenso flujo plástico dentro de la matriz de aluminio (o lámina, en el caso de compuestos de fibra).
La presión fuerza al aluminio ablandado a fluir hacia los espacios intersticiales microscópicos entre los refuerzos, como los vacíos entre las fibras de SiC. Sin este exprimido activo, la matriz no puede penetrar en estos huecos estrechos, lo que lleva a un recubrimiento incompleto y defectos internos.
Comprendiendo las Compensaciones
La Interdependencia de la Presión y la Pureza
Si bien la presión es el motor de la densidad, no puede funcionar de forma aislada; requiere una interfaz limpia para crear una unión.
Si el sistema de vacío no elimina las capas de óxido o los gases adsorbidos, la presión simplemente atrapará estos contaminantes dentro del compuesto. Por lo tanto, el sistema de presurización solo es efectivo cuando el entorno de vacío ha purificado suficientemente la superficie del aluminio para permitir el contacto atómico directo.
El Riesgo de Fuerza Insuficiente
Existe un umbral crítico para la presión aplicada.
Si la presión es insuficiente, el flujo plástico será demasiado débil para recubrir completamente las fibras o llenar los vacíos, lo que resultará en una tasa de unión inferior al 100%. Por el contrario, una regulación precisa de la presión asegura el llenado completo de los vacíos sin dañar la estructura del refuerzo.
Tomando la Decisión Correcta para su Objetivo
- Si su enfoque principal es la Densidad Máxima: Asegúrese de que su sistema pueda entregar suficiente presión (por ejemplo, 30-50 MPa) para forzar el flujo plástico en los vacíos intersticiales más pequeños, particularmente para compuestos reforzados con fibra.
- Si su enfoque principal es la Resistencia de la Interfaz: Priorice la sincronización de la aplicación de presión con la temperatura máxima, asegurando que el contacto físico ocurra exactamente cuando la matriz esté lo suficientemente blanda para la difusión, pero no tan caliente como para degradarse.
En última instancia, el sistema de presurización transforma el potencial teórico de los materiales compuestos en una resistencia mecánica realizada al forzar físicamente el contacto que la química por sí sola no logra alcanzar.
Tabla Resumen:
| Característica | Rol en Compuestos de Matriz de Aluminio (AMC) | Impacto en el Producto Final |
|---|---|---|
| Fuerza Mecánica | Supera la tensión superficial natural y la no humectación | Asegura un contacto estrecho entre la matriz y los refuerzos |
| Flujo Plástico | Fuerza la matriz ablandada hacia los espacios intersticiales microscópicos | Elimina defectos internos y asegura un recubrimiento del 100% |
| Densificación | Exprime los espacios vacíos y los poros interfaciales | Previene debilidades estructurales y maximiza la densidad del material |
| Sinergia de Presión | Funciona con el vacío para eliminar óxidos y crear uniones sin trampas | Crea uniones metalúrgicas de alta resistencia en la interfaz |
Mejore su Ciencia de Materiales con KINTEK
No permita que los vacíos interfaciales comprometan la integridad de sus compuestos de matriz de aluminio. Los hornos de prensa en caliente al vacío avanzados de KINTEK proporcionan el control de presión preciso y los entornos de alto vacío necesarios para lograr una densidad del 100% y una unión metalúrgica superior.
Respaldados por I+D y fabricación expertas, ofrecemos sistemas personalizables de Mufla, Tubo, Rotativos, Vacío y CVD adaptados a sus requisitos específicos de laboratorio y producción. Ya sea que esté trabajando con nanotubos de carbono o fibras de SiC, nuestros hornos de alta temperatura ofrecen el rendimiento que necesita.
¿Listo para optimizar su producción de compuestos? Póngase en contacto con KINTEK hoy mismo para discutir sus necesidades únicas y encontrar la solución de alta temperatura perfecta para su laboratorio.
Guía Visual
Productos relacionados
- Máquina de horno de prensado en caliente al vacío para laminar y calentar
- Horno de sinterización y tratamiento térmico en vacío por inducción de 600T
- Horno de prensado en caliente al vacío Horno tubular de prensado al vacío calentado
- Horno de Vacío de Prensa Caliente Máquina de Prensa de Vacío Calentado
- Horno tubular de vacío de laboratorio de alta presión Horno tubular de cuarzo
La gente también pregunta
- ¿Cómo han transformado los hornos de prensado en caliente al vacío el procesamiento de materiales? Logre una densidad y pureza superiores
- ¿Qué características de seguridad incorporan los hornos de prensa caliente al vacío? Garantice la protección del operador y del equipo
- ¿Qué consideraciones guían la selección de elementos calefactores y métodos de presurización para un horno de prensa en caliente al vacío?
- ¿Cuál es la función principal del entorno de vacío en un horno de prensa en caliente al vacío durante el procesamiento de aleaciones de titanio? Prevenir la fragilización para una ductilidad superior
- ¿Qué es un horno de prensa en caliente al vacío? Desbloquee un rendimiento superior de los materiales



















