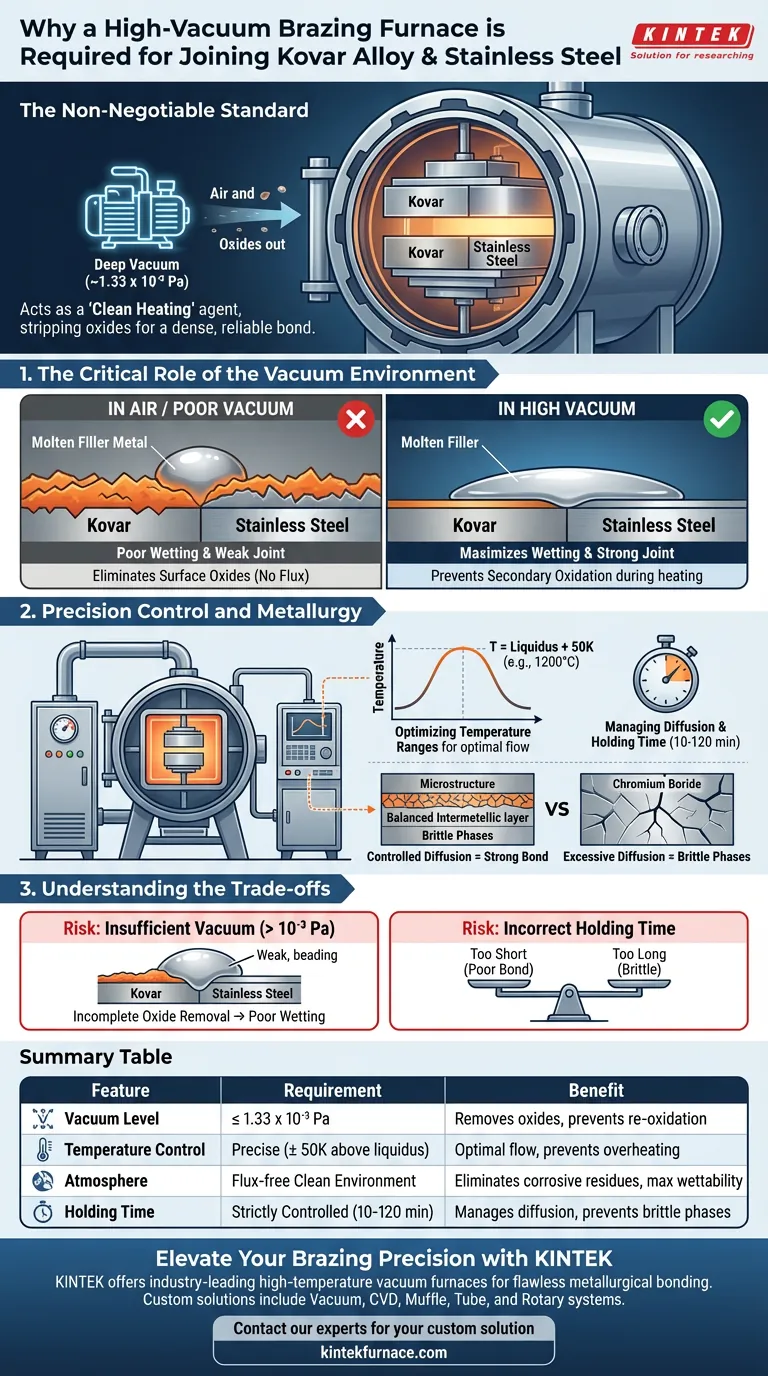
Un horno de soldadura fuerte de alto vacío es el estándar innegociable para unir la aleación Kovar y el acero inoxidable porque crea las condiciones ambientales específicas requeridas para eliminar los óxidos superficiales. Al mantener un vacío profundo, típicamente alrededor de $1.33 \times 10^{-3} \text{ Pa}$, el horno evita que los metales base y el material de aporte se reoxiden durante el proceso de calentamiento, asegurando que el material de aporte líquido pueda mojar adecuadamente la superficie y crear una unión estructural.
La función principal del entorno de alto vacío es actuar como un agente de "calentamiento limpio", eliminando eficazmente las películas de óxido existentes y protegiendo los materiales de la oxidación secundaria para garantizar una conexión metalúrgica densa y confiable.
El papel crítico del entorno de vacío
Eliminación de óxidos superficiales
Tanto el Kovar como el acero inoxidable desarrollan naturalmente películas de óxido en sus superficies. Estas películas actúan como una barrera física que impide que los metales de aporte de soldadura fuerte se unan al sustrato.
Un horno de alto vacío elimina eficazmente estas películas de óxido sin necesidad de fundentes químicos corrosivos. Esto asegura que el metal base esté químicamente activo y listo para unirse.
Prevención de la oxidación secundaria
Los metales se vuelven muy reactivos a medida que aumentan las temperaturas. Si se calientan al aire o en un vacío deficiente, los metales base y el metal de aporte se oxidarían rápidamente, arruinando la junta.
El entorno de vacío previene esta "oxidación secundaria". Mantiene una atmósfera prístina durante todo el ciclo de calentamiento, protegiendo la integridad de los materiales.
Maximización de la mojabilidad y la dispersión
Para una junta fuerte, el metal de aporte fundido debe fluir suavemente sobre el metal base, una propiedad conocida como mojabilidad.
Los óxidos son el principal enemigo de la mojabilidad. Al garantizar una superficie libre de óxido, el entorno de alto vacío permite que el metal de aporte se extienda uniformemente y penetre completamente en el espacio de la junta.
Control de precisión y metalurgia
Optimización de los rangos de temperatura
Más allá de la limpieza, estos hornos ofrecen una regulación térmica precisa. Las juntas de alta calidad generalmente requieren procesamiento a temperaturas específicas, a menudo alrededor de 50 K por encima de la temperatura de liquidus del metal de aporte (por ejemplo, $1200^\circ\text{C}$).
Esta precisión asegura que el material de aporte fluya de manera óptima sin sobrecalentar los materiales base sensibles.
Gestión de la difusión y fases quebradizas
La resistencia de una junta de Kovar a acero inoxidable está determinada por cómo los elementos se difunden entre los metales. Sin embargo, la difusión excesiva puede conducir a la formación de fases intermedias quebradizas, como los boruros de cromo.
Los hornos de alto vacío permiten un control exacto del "tiempo de mantenimiento" (por ejemplo, 10, 30 o 120 minutos). Esto permite a los ingenieros ajustar el proceso, asegurando suficiente difusión para una unión fuerte y al mismo tiempo limitando el crecimiento de estructuras quebradizas que podrían causar grietas.
Comprender las compensaciones
El riesgo de vacío insuficiente
Si el nivel de vacío no es suficientemente bajo (por ejemplo, más débil que $10^{-6} \text{ mbar}$ o $1.33 \times 10^{-3} \text{ Pa}$), la eliminación del óxido será incompleta.
Esto conduce a una mala mojabilidad, donde el metal de aporte se agrupa en lugar de extenderse, lo que resulta en una junta débil o discontinua.
Equilibrio entre tiempo y fragilidad
Existe un delicado equilibrio con respecto al tiempo de mantenimiento a la temperatura máxima. Tiempos cortos pueden no permitir suficiente flujo o unión del material de aporte.
Sin embargo, extender el tiempo de mantenimiento demasiado tiempo promueve el crecimiento de compuestos intermetálicos quebradizos. Esto reduce la integridad mecánica de la junta, haciéndola susceptible a fallas bajo tensión.
Tomando la decisión correcta para su objetivo
Para garantizar el éxito de su proyecto de soldadura fuerte, alinee los parámetros de su proceso con sus requisitos mecánicos específicos:
- Si su enfoque principal es la mojabilidad y la cobertura: Priorice lograr y mantener el nivel de vacío más profundo posible para garantizar la eliminación completa del óxido.
- Si su enfoque principal es la tenacidad mecánica: Controle estrictamente el tiempo de mantenimiento para limitar la formación de fases quebradizas de boruro de cromo en la interfaz de la junta.
- Si su enfoque principal es la repetibilidad del proceso: Utilice los controles de temperatura precisos para mantener el proceso exactamente a 50 K por encima de la temperatura de liquidus del material de aporte.
El éxito en la soldadura fuerte al vacío se basa en tratar el vacío no solo como un espacio vacío, sino como una herramienta activa para la preparación de superficies y el control químico.
Tabla resumen:
| Característica | Requisito de soldadura fuerte al vacío | Beneficio para Kovar/acero inoxidable |
|---|---|---|
| Nivel de vacío | $\leq 1.33 \times 10^{-3}$ Pa | Elimina óxidos superficiales y previene la oxidación secundaria |
| Control de temperatura | Preciso ($\pm$ 50 K por encima del liquidus) | Asegura el flujo óptimo del material de aporte sin sobrecalentar los metales base |
| Atmósfera | Entorno limpio sin fundente | Elimina residuos corrosivos y maximiza la mojabilidad |
| Tiempo de mantenimiento | Estrictamente controlado (10-120 min) | Gestiona la difusión de elementos para prevenir la formación de fases quebradizas |
Mejore la precisión de su soldadura fuerte con KINTEK
No permita que la oxidación comprometa la integridad de sus uniones críticas de Kovar y acero inoxidable. KINTEK proporciona hornos de vacío de alta temperatura líderes en la industria diseñados para ofrecer los niveles de vacío profundo y la precisión térmica requeridos para una unión metalúrgica impecable.
Respaldado por I+D y fabricación expertos, KINTEK ofrece sistemas de vacío, CVD, mufla, tubo y rotatorios, todos totalmente personalizables para cumplir con sus especificaciones únicas de laboratorio o producción. Asegure la máxima tenacidad de la junta y resultados repetibles con nuestras soluciones de calentamiento especializadas.
¿Listo para optimizar su proceso de soldadura fuerte? Contacte a nuestros expertos hoy mismo para encontrar su solución personalizada.
Guía Visual
Referencias
- The Influence of the Size of the Brazing Gap on the Structure and Strength of Kovar Joints with Stainless Steel. DOI: 10.15407/mfint.47.03.0271
Este artículo también se basa en información técnica de Kintek Furnace Base de Conocimientos .
Productos relacionados
- Horno de sinterización y soldadura para tratamiento térmico en vacío
- Horno tubular de vacío de laboratorio de alta presión Horno tubular de cuarzo
- 2200 ℃ Horno de sinterización y tratamiento térmico en vacío de tungsteno
- Horno de sinterización y tratamiento térmico al vacío con presión de aire de 9MPa
- 2200 ℃ Horno de tratamiento térmico al vacío de grafito
La gente también pregunta
- ¿Cuál es la temperatura de la soldadura fuerte en horno de vacío? Optimice la resistencia y la limpieza de su unión
- ¿Cuáles son los beneficios de usar hornos de tratamiento térmico al vacío para aleaciones metálicas? Logre propiedades y rendimiento superiores del metal
- ¿Cuál es la función de los hornos industriales de tratamiento térmico al vacío? Elevar la calidad del acero martensítico impreso en 3D
- ¿Cuál es la importancia del soldado al vacío en la fabricación moderna? Logre uniones fuertes y puras para aplicaciones críticas
- ¿Cuáles son las ventajas técnicas de utilizar lámina de Ti-35Ni-25Nb? Alta tenacidad y estabilidad de la fase beta.



















