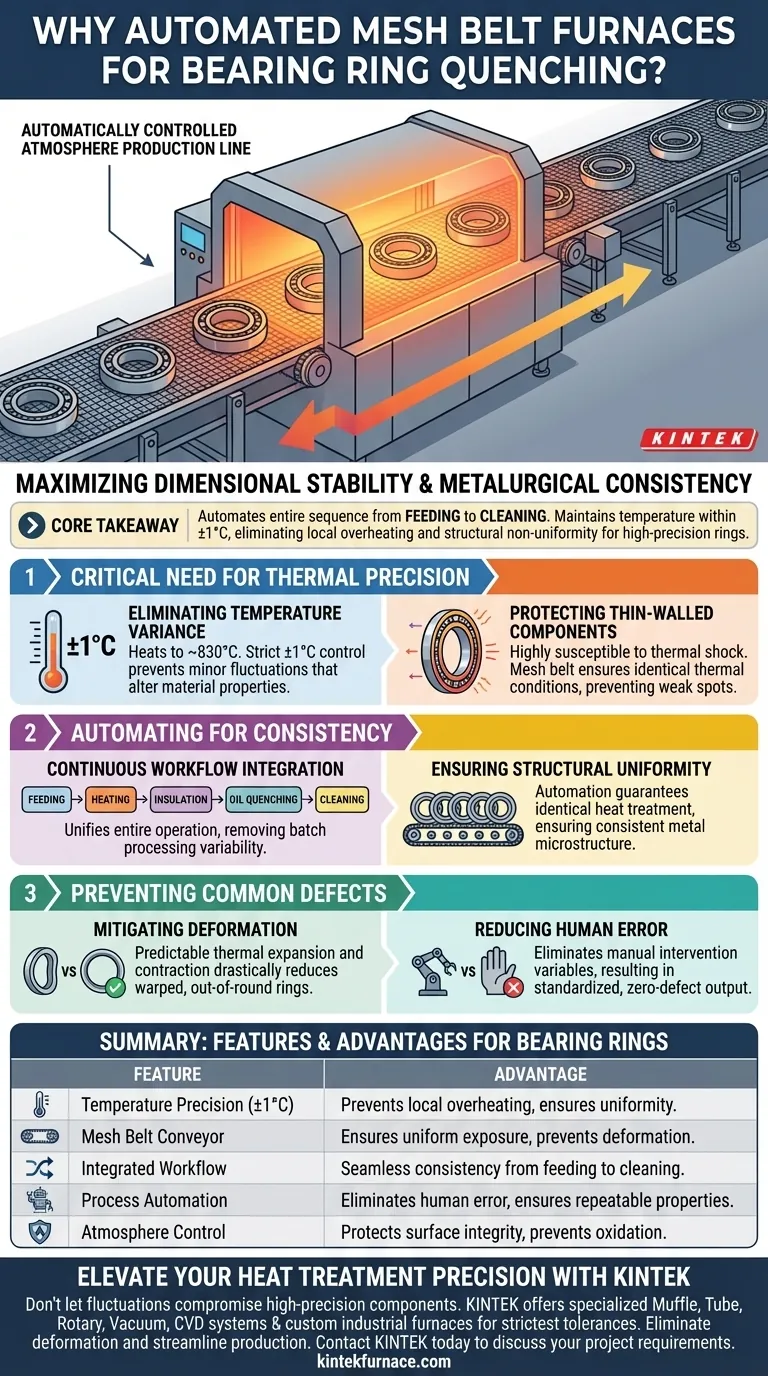
Se elige una línea de producción con atmósfera controlada automáticamente y un sistema transportador de cinta de malla para el temple de anillos de rodamientos de bolas de contacto angular para maximizar la estabilidad dimensional y la consistencia metalúrgica. Este sistema garantiza una uniformidad de temperatura precisa durante el proceso de calentamiento, lo cual es fundamental para prevenir la deformación en estos componentes de pared delgada.
Conclusión Clave Al automatizar toda la secuencia —desde la alimentación hasta la limpieza— y mantener la precisión de la temperatura dentro de $\pm 1^\circ$C, este sistema elimina el sobrecalentamiento local y la falta de uniformidad estructural que a menudo arruinan los anillos de rodamientos de alta precisión.

La Necesidad Crítica de Precisión Térmica
Eliminación de la Variación de Temperatura
Los anillos de rodamientos de bolas de contacto angular requieren un calentamiento a aproximadamente 830 grados Celsius. A esta intensidad, incluso las fluctuaciones menores pueden alterar las propiedades del material. Esta línea de producción utiliza sistemas de control de alta precisión para mantener las temperaturas dentro de un rango estricto de más o menos 1 grado Celsius.
Protección de Componentes de Pared Delgada
Los anillos de rodamientos suelen ser de pared delgada, lo que los hace muy susceptibles al choque térmico. Los métodos de calentamiento estándar pueden causar sobrecalentamiento o subcalentamiento local. El sistema de cinta de malla garantiza que cada milímetro del anillo esté expuesto a condiciones térmicas idénticas, previniendo puntos débiles.
Automatización para la Consistencia
Integración de Flujo de Trabajo Continuo
El sistema no opera de forma aislada; crea un flujo continuo. Unifica la alimentación, el calentamiento, el aislamiento, el temple en aceite y la limpieza en una sola operación continua. Esta integración elimina la variabilidad asociada con el procesamiento por lotes o la manipulación manual.
Garantía de Uniformidad Estructural
La automatización es la clave de la repetibilidad. Al controlar mecánicamente el movimiento de los anillos a través del horno en una cinta de malla, el sistema garantiza que cada anillo experimente el mismo ciclo exacto de tratamiento térmico. Esto previene la falta de uniformidad estructural, asegurando que la microestructura del metal sea consistente en todo el lote.
Prevención de Defectos Comunes
Mitigación de la Deformación
La deformación es el principal riesgo al templar anillos delgados. Debido a que la temperatura se controla con tanta precisión, la expansión térmica y la posterior contracción durante el temple son predecibles. Esto reduce significativamente la tasa de rechazo causada por anillos deformados o que no están perfectamente redondos.
Reducción del Error Humano
La intervención manual en el tratamiento térmico introduce variables en el tiempo y la manipulación. Una línea controlada automáticamente elimina estas variables. El resultado es una salida estandarizada donde el riesgo de defectos inducidos por el hombre es efectivamente cero.
Comprensión de los Requisitos Operativos
Dependencia de la Calibración
Si bien este sistema ofrece una calidad superior, depende en gran medida de la precisión de sus sensores. Para mantener la precisión de $\pm 1^\circ$C, los sistemas de control de temperatura requieren una calibración rigurosa. Si el bucle de control se desvía, las salvaguardas contra la deformación se ven comprometidas.
Especificidad del Sistema
Esta configuración está altamente especializada para componentes como los anillos de rodamientos. La transmisión específica y los controles de atmósfera están diseñados para piezas que exigen alta integridad estructural, en lugar de un tratamiento térmico genérico a granel.
Tomando la Decisión Correcta para su Producción
Para determinar si este sistema se alinea con sus objetivos de fabricación, considere sus requisitos específicos de precisión y volumen.
- Si su enfoque principal es la Precisión Dimensional: Este sistema es esencial para piezas de pared delgada donde la prevención de la deformación es la máxima prioridad.
- Si su enfoque principal es la Eficiencia del Proceso: La integración de la alimentación, el temple y la limpieza ofrece una solución optimizada para la producción continua de alto volumen.
En última instancia, este sistema transforma el tratamiento térmico de un riesgo variable a una ciencia precisa y repetible.
Tabla Resumen:
| Característica | Ventaja para Anillos de Rodamientos |
|---|---|
| Precisión de Temperatura | Mantiene ±1°C para prevenir el sobrecalentamiento local y la falta de uniformidad estructural. |
| Transportador de Cinta de Malla | Garantiza una exposición uniforme y previene la deformación en componentes de pared delgada. |
| Flujo de Trabajo Integrado | Combina alimentación, calentamiento, temple y limpieza para una consistencia sin fisuras. |
| Automatización del Proceso | Elimina el error humano y garantiza propiedades metalúrgicas repetibles. |
| Control de Atmósfera | Protege la integridad de la superficie del material y previene la oxidación durante el calentamiento. |
Mejore la Precisión de su Tratamiento Térmico con KINTEK
No permita que las fluctuaciones térmicas comprometan la integridad de sus componentes de alta precisión. Respaldado por I+D experta y fabricación de clase mundial, KINTEK ofrece sistemas especializados de Mufla, Tubo, Rotatorio, Vacío y CVD, junto con soluciones de hornos industriales diseñadas a medida para cumplir con sus tolerancias más estrictas.
Ya sea que necesite eliminar la deformación en anillos de pared delgada o optimizar su línea de producción para una máxima eficiencia, nuestros hornos de laboratorio y de alta temperatura son totalmente personalizables para sus necesidades únicas. Contacte a KINTEK hoy mismo para discutir los requisitos de su proyecto y vea cómo nuestra tecnología térmica avanzada puede transformar la consistencia de su fabricación.
Guía Visual
Referencias
- Ruijie Gu, Zhongxia Shang. Study on the microstructural evolution mechanism of the angular contact ball bearing rings during the quenching and tempering process. DOI: 10.1038/s41598-024-84570-2
Este artículo también se basa en información técnica de Kintek Furnace Base de Conocimientos .
Productos relacionados
La gente también pregunta
- ¿Cómo mejora un horno de atmósfera controlada la calidad y consistencia del producto? Domine el tratamiento térmico preciso para obtener resultados superiores
- ¿Cómo se utiliza un horno de atmósfera controlada en la investigación de materiales? Logre una síntesis de materiales y un tratamiento térmico precisos
- ¿Cuáles son las capacidades de vacío de un horno de atmósfera controlada? Esencial para el control preciso del entorno de gas
- ¿Qué industrias utilizan comúnmente hornos de atmósfera controlada? Desbloquee la precisión en la fabricación de alta tecnología
- ¿Cuáles son las ventajas de los hornos de atmósfera controlada sobre los tipos más antiguos? Aumentan la eficiencia, la calidad y la seguridad
